Aus dem Pressverhalten keramischer Arbeitsmassen abgeleitete konstruktive maschinentechnische Erfordernisse der Trocken- und Nasspresstechnik in der Technischen Keramik
Dem Wissenschaftlichen Rat der Bergakademie Freiberg eingereichte Dissertation zur Erlangung des Grades eines Dr. -Ing.
vorgelegt von: Dr. Bernd Froherz geboren am: 10.01.1940 in: Taucha
0. Einleitung
Ziel der vorliegenden Arbeit ist es, sowohl den Presstechnologen in betreffenden keramischen Hauptprozessen als auch den Konstrukteuren von Pressen und Werkzeugen verfahrens- und maschinentechnisch untersetzte Hinweise für die Auswahl erzeugnisabhängiger Pressprinzipien zu geben.
Ausgehend von den verfahrens- und presstechnischen Anforderungen der Technischen Keramik und aufbauend auf dem derzeitigen presstechnischen Stand werden verallgemeinerungswürdige Merkmale der einachsigen Trocken- und Nasspresstechnik auf gezeigt und in der Einheit von
Erzeugnis - Verfahren - Presse/Werkzeug
konstruktive Realisierungswege gewiesen.
Unter Beachtung der jeweiligen Verfahrenstechnik wird nach [1] die Fertigungsstufe Formgebung mittels einachsiger Trockenund Nasspresstechnik als technologischer Gesamtprozess behandelt, welcher neben definierten erzeugnisabhängigen Pressbedingungen und -abläufen ebenfalls maschinen- und werkzeugtechnische Verwirklichungsprinzipien beinhaltet.
Damit soll erreicht werden, dass der Technologe unter Kenntnis Jeweiliger kinematischer Maschinenabläufe eine optimale Pressenzuordnung für die Herstellung bestimmter keramischer Erzeugnisse vornehmen kann und der Pressenkonstrukteur ein größeres Verständnis für Verfahrens- und werkzeugseitige Zusammenhänge erhält.
Für betreffende erzeugnisabhängige Verfahrenstechniken werden nicht jeweilige Pressen vordergründig behandelt, sondern verfahrenszuordenbare notwendige Pressbewegungen in der differenzierten maschinentechnischen Ausführung stellen die Einheit zwischen Erzeugnis - Verfahren - Grundmittel her.
Mit der maschinentechnischen Untersetzun der unterschiedlichen Verfahrenstechniken zur einachsigen Trocken- und Nasspresstechnik soll in der vorliegenden Arbeit der Nachweis erbracht werden, dass der größte Teil der in der Technischen Keramik benötigten Formlinge, dem späteren Verwendungszweck entsprechend, in den erforderlichen Abmessungen, Gewichten und Oberflächengüten herstellbar ist.
1. Gesichtspunkte zur Verfahrenstechnik der einachsigen Trocken- und Nasspresstechnik
Die presstechnischen Anforderungen der silikatischen, oxidischen und nichtoxidischen Keramik sind so vielgestaltig, dass der einachsigen Trocken- und Nasspresstechnik auch in Zukunft eine hohe Bedeutung beizumessen ist.
Besonders unter dem Aspekt des Genauigkeitspressens steigen die Anforderungen an die Trockenpresstechnik ständig. Hohe spezifische Pressdrücke gewährleisten hierbei große Stoffverdichtungen als Voraussetzung zur Erreichung geringer Schwindmaße nach dem Trocknungs- und Brennprozess sowie zur Minimierung des mechanischen Nachbearbeitungsaufwandes am gebrannten Erzeugnis. In Verbindung mit möglichen größeren Hubzahlen ist dabei ebenfalls die Wirtschaftlichkeit des Verfahrens gesichert.
Aber auch die Nasspreßtechnik für kompliziert gestaltete Erzeugnisse mit quer zur Pressrichtung liegenden Hinter- oder Unterschneidungen, mit Gewinden und ähnlichen Profilierungen wird niemals vollständig durch die Trockenpresstechnik zu ersetzen sein, sondern stets ihren verfahrens- und presstechnischen Anspruch behaupten, auch wenn der Anteil trockengepresster Erzeugnisse zunehmend größer wird.
Wenn es auch im Vergleich zur isostatischen Presstechnik, insbesondere mit der einachsigen Trockenpresstechnik, Verfahrens- und presstechnisch kompliziert ist, ähnlich gleichmäßige Rohdichteverteilungen am gepressten Formling nachzuweisen, so rechtfertigen jedoch die hohe Produktivität der einachsigen Presstechnik und die erreichbare große Maßhaltigkeit der Erzeugnisse ohne größeren schleiftechnischen Nachbearbeitungsaufwand weiterführende wissenschaftlich-technische Untersuchungen auf diesem Gebiet.
Letzteres ist auch der Grund, dass in der vorliegenden Arbeit die verfahrens- und presstechnischen Probleme der isostatischen Presstechnik nicht behandelt werden.
Die Anforderungen, die die Technische Keramik an die einachsige Trocken- und Nasspresstechnik stellt, beziehen sich auf qualitative und quantitative Aspekte und sind in nachfolgenden Schwerpunkten zusammenfassbar:
- Erreichung einer gleichmäßigen Rohdichteverteilung, trotz kompliziert unterteilter geometrischer Formen.Im Folgenden wird vereinfacht nur von Dichte bzw. Dichteverteilungen gesprochen, obwohl stets die Rohdichte unter Bezug auf das Gesamtvolumen einschließlich eingeschlossener Poren gemeint ist.
- Einhaltung geometrischer Abmessungen im engen Toleranzbereich mit dem Ziel < 0,2 mm! - Gewährleistung hoher Ebenheits-, Rauheits- und Planparallelitätsansprüche als Forderung der Automatisierung, um einen hohen, schleiftechnischen Nachbearbeitungsaufwand zu vermeiden.
- Beherrschung komplizierter Presslingsformen mit stark differenzierten Presslingshöhen, ohne dass Risse nach dem Press-,Trocknungs- oder Brennprozess auftreten.
- Sicherung der Manipulierbarkeit der Formlinge, d.h. ausreichende Rohbruchfestigkeit trotz komplizierter geometrischer Gestalt, um den Absetzprozess von der Presse zur Brennplatte automatisieren zu können.
- Einhaltung sehr enger Gewichtstoleranzen der Formlinge, d.h. Sicherung einer hohen Gleichmäßigkeit des spezifischen Pressdruckes, wenn damit die geometrischen Abmessungen ebenfalls in engeren Toleranzen gewährleistet werden.
- Erreichung einer Einzelstückkontrolle sowohl bezüglich der geometrischen Abmessungen als auch hinsichtlich der Masse bzw. ableitend davon hinsichtlich der Einhaltung der vorgegebenen Presskraft und Sicherung einer notwendigen Korrektur der Einstellparameter der Presse im automatischen Arbeitsablauf.
- Minimierung des werkzeugseitigen Aufwandes durch Verwirklichung artikelabhängiger notwendiger Pressbewegungen mit dem Pressautomaten im automatischen Zyklus.
- Ausstattung der Pressautomaten mit artikelabhängiger leicht anpassbarer Handhabetechnik als Voraussetzung der Automatisierung des presstechnischen Gesamtprozesses zur Erreichung hoher Produktionskennwerte bei Minimierung des Arbeitskräfteeinsatzes.
- Sicherung langer Werkzeugstandzeiter,durch Erreichung einer hohen Führungsgenauigkeit bei der Verwirklichung erforderlicher Pressbewegungen des Preßautomaten.
1.1. Verdichtungsmerkmale der einachsigen Presstechnik keramischer Massen
Im Gegensatz zur Verwendung körniger Massen mit Feuchtigkeitsgehalten im Bereich von 8 - - 15 % bei der Nasspresstechnik, die unter Druckbelastung fliessfähig werden, kommen beim Trockenpressen körnige und gut rieselfahige Arbeitsmassen, vorzugsweise mit Feuchtigkeitsgehalten < 2 % zum Einsatz, deren Feststoffteilchen bei Druckwirkung in ihrem Sekundaraufbau zerbrechen und sich mit zunehmender Verdichtung gleitend gegeneinander verschieben, plastisch verformen und bei hohen Drücken (> 100 MPa) sich in ihrer Kristallstruktur verändern. (2]
Der verrnehrte Einschluss von Luft in sich schnell schliessende Poren feucht-krümliger Massen führt bei der Nasspresstechnik besonders dazu, dass der Pressvorgang erzeugnisabhängig mehrfach unterbrochen bzw. verstärkt mit Druckhaltungen und Nachverdichtung gearbeitet werden muss, um der Luft die notwendig längere Zeit zum Entweichen aus der sich in der Pressform zunehmend verdichtenden Masse zu geben.
Gelingt es nicht, die in den Arbeitsmassen eingeschlossene komprimierte Luft während des Pressvorganges nach außen zu treiben, kommt es in jedem Fall am gepressten Formling infolge Rückverformung durch Expansion der komprimierten Luft und durch elastische Rückfederung zur Rissbildung oder zu Abplatzungen.
Die Gefahr ist bei nassgepressten Formlingen größer als bei trockengepressten, da bei letzteren infolge der Verschiebung der Feststoffteilchen bei der Bildung dichterer Packungen die Luft leichter über entsprechende Werkzeugspalte entweichen kann, wenn eine maximale werkstoff- und erzeugnisabhängige Deformationsgeschwindigkeit nicht überschritten wird. Generell sind höhere Hubzahlen beim Trockenpressen gegenüber dem Nasspressverfahren möglich.
Wenn auch der einachsige Beanspruchungszustand bei der Formgebung eine Texturbildung begünstigt, so kann dem jedoch verfahrensspezifisch durch gezielte Pressbewegungsabläufe, sowohl beim Trocken- als auch beim Nasspressverfahren, entgegengewirkt werden, vorausgesetzt, dass eine gut homogenisierte Arbeitsmasse vorliegt.
Die erreichbaren Verdichtungsgrade im einachsigen Trocken- und Nasspressverfahren entsprechen in der Technischen Keramik in 80 bis 90 % aller Anwendungsfälle den qualitativen Anforderungen betreffender Verwendungszwecke, so daß dieser Pressweise auchin Zukunft eine große Bedeutung beizumessen ist.
Infolge des erreichbaren höheren Verdichtungsgrades und damit verbundener Manipulierfahigkeit der Formlinge im Automatisierungsprozess sowie der erzielbaren hohen Masshaltigkeit, Oberflächengüte und Kantenreinheit der Presslinge nimmt das Trockenpressverfahren die dominierende Stellung ein und zunehmend erfolgt eine Umstellung vormals nassgepresster Erzeugnisse auf die Trockenpresstechnik, wenn nicht bestimmte geometrische Formen wie Hinter- oder Unterschneidungen, Gewinde oder spezifische Profilierungen das einachsige Nasspressverfahren unter Verwendung fliessfähiger Arbeitsmassen bedingen.
KeramiKeramische Werkstoffe führen, bedingt durch ihre physikalisch-chemischen Eigenschaften - ihr Kornspektrum - die vorliegende Granulatform, zu presstechnischen Besonderheiten, denen durch gezielte maschinentechnische Maßnahmen Rechnung zu tragen ist, um negative qualitative Auswirkungen zu vermeiden.
Die wesentlichsten Einflussgrößen dafür sind:
- relativ hohe Brennschwindung, die bei ungleichmäßiger Dichteverteilung mit großen Maß- und Formtoleranzen verbunden ist.
- Hoher innerer und äußerer Reibwert, der in Abhängigkeit des Feuchtigkeitsgehaltes zwar variiert, aber in jedem Fall spefische Anforderungen an -Press-, Unterstützungs- und Abzugskräfte, - die Lage des Formlings im Presswerkzeug und - das Schmiersystem stellt.
- Feuchtigkeitsabhängige differenzierte Intensität des Einschlusses der Luft in der Pressmasse, die besondere Pressbewegungsabläufe erfordert.
- Fließfähigkeit des Pressgranulats auch bei Feuchten < 2 % mit der damit verbundenen Gefahr, dass schon im unteren Presskraftbereich durch ungleichmäßige Stempelbewegungen ungewollte Masseverschiebungen auftreten.
- relativ geringes spezifisches Gewicht von keramischen Trockenpressmassen, so dass Verwirbelungs- und Beschleunigungseffekte Einfluss auf die Gewichts- und Maßkonstanz der Presslinge haben.
1.1.1. Nasspresstechnik fliessfähiger Massen
Verwendet werden hierbei krümlige Arbeitsmassen, die sich infolge der höheren Feuchtigkeitsanteile dadurch auszeichnen, dass sie unter Einwirkung relativ geringer Kräfte fliessfähig werden und sich annähernd bildsam verformen lassen, ohne dass es dabei zur Rissbildung bei komplizierten Presslingsformen kommt. Die spezifischen Pressdrücke liegen hierbei je nach Feuchtigkeitsgehalt der Masse zwischen 1 � 20 MPa. [3]
Mit höheren Pressdrücken wird keine weitere Zunahme der Verdichtung erreicht, sondern, da sich die Arbeitsmassen in Näherung wie inkompressible Flüssigkeiten verhalten, vermindern sie mit fortschreitender Komprimierung ihr Volumen und nehmen bei Druckentlastung infolge elastischer Rückfederung nur den Ausgangszustand nach der ausgeführten plastischen Umformung wieder ein.
Die Füllräume im geschlossenen Werkzeug entsprechen den Formlingsmaßen, die sich unter Einrechnung der Schwindung vom Fertigerzeugnis nach dem Brand ableiten.
Die Fließfähigkeit der Arbeitsmassen wird in der Regel bereits bei relativ geringen spezifischen Pressdrücken erzielt, d. h. schon zu Beginn der Eintauchbewegung des Oberstempels in die Matrize, wobei das Formlingsendmaß erreicht ist, wenn der Oberstempel bis auf einen Quetschspalt für die überschüssige Masse von ca. 0,6 ... 0,8 mm das Matrizenhohl verschliesst.
Mit einer proportionalen Füllraumzuordnung zu betreffenden Presslingshöhen wird hierbei nicht gearbeitet, sondern mit zunehmender Verdichtung füllt die im überschuss dosierte Masse fliessend betreffende Werkzeughohlräume aus und sichert dabei durch den weitgehenden Druckausgleich eine annähernd gleichmäßige Dichteverteilung im Formling, auch wenn große Steigbereiche im Werkzeug zu überwinden sind.
Der hohe Feuchtigkeitsgehalt in der Masse reduziert zwar entschieden die spezifischen Pressdrücke und damit die Verschleissbeanspruchung des Werkzeuges, bringt andererseits aber die Nachteile mit sich, daß die Formlinge nach dem Freilegen aus der Matrize nur begrenzt manipulierbar sind und infolge der großen Schwindung während des Brennprozesses nur im größeren Toleranzbereich gefertigt werden können.
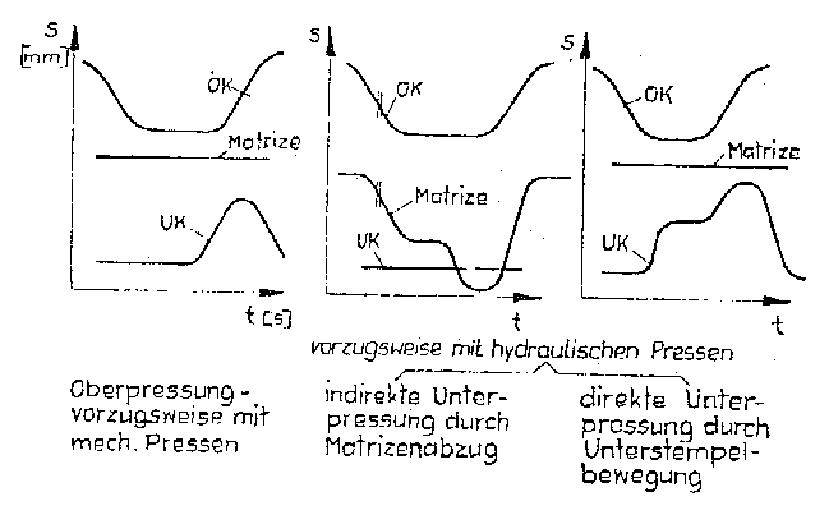
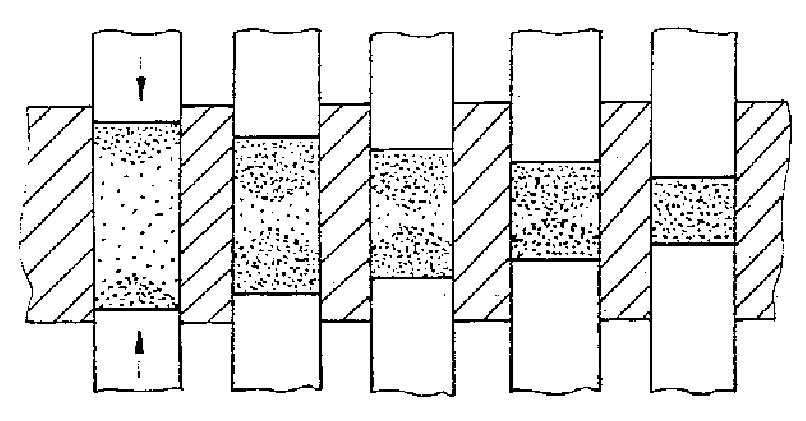
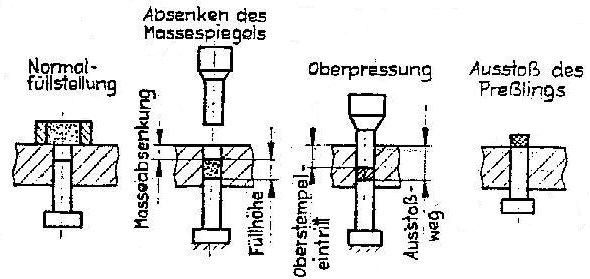
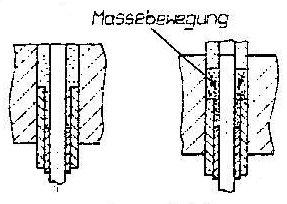
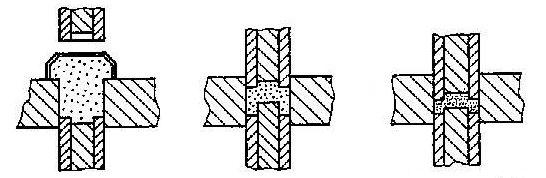
Je nach Lage von stark ausgeprägten Profilierungen am Formling wird mit Oberpressung und Unterpressung gearbeitet, d.h. die Arbeitsmasse wird vorzugsweise mit dem Werkzeugstempel zum Fliessen gebracht, welcher der ausgeprägten Profilierung zugeordnet ist. (Bild 1)
Bei ca. 90 % aller Anwendungsfälle wird jedoch mit reiner Oberpressung gearbeitet.
Notwendige Ruhezeiten während bzw. nach dem Pressvorgang sowie eventl. erforderliche Vorgänge des Zwischenlüftens bzw. Druckentlastens werden erzeugnisspezifisch zur Erzielung eines optimalen Fliess- und Entspannungsvorganges festgelegt.
Für nahezu alle Erzeugnisse erweist sich nach Erreichen der Pressstellung eine Nachverdichtung mit vorangegangener Entlüftung durch geringfügiges Anheben des Oberstempels als vorteilhaft. Der damit verbundene Rückfederungs- bzw. Rückdehnungsprozess begünstigt den Entlüftungsvorgang und die anschließende Nachverdichtung führt zum besseren Ausfüllen der Werkzeughohlräume, wobei es durch letztere stets noch zum weiteren Ausquetschen von Arbeitsmasse durch Spalte und Bohrungen kommt. Die Gefahr der Rissbildung verringert sich dadurch erheblich.
Während bei Einsatz hydraulischer Pressautomaten dies eine Frage der elektrischen Ansteuerung entsprechender hydraulischer Bauel emente i st, muss bei Verwendung mechani scher Kurvenpressen artikelabhängig mit auswechselbaren Presskurven gearbeitet werden. Für eine Vielzahl vonErzeugnissen lässt sich jedoch hierbei der Kurvenlauf vereinheitlichen.
Vorteil hydraulischer Pressen dagegen liegt in der großen Variabilität von Zeit, Druck und Weg bei der Verwirklichung erzeugnisspezifischer Pressabläufe.
Unabhängig von der Art der Pressung, ob Ober- oder Unterpressung, wird folgender Ablauf eingehalten
- Füllen der Matrizenräume und eventl. erforderlicher Vorkammern mit Arbeitsmasse im überschuss
- Einfahren von Seitenschiebern
- Verwirklichung des erzeugnisspezifischen Pressablaufes mit Zwischenentlüften, Druckhalten, Druckentlasten und Nachverdichten bei Gewährleistung eines Quetschspaltes von ca. 0,6 - 0,8 mm durch Verwendung von Distanzelementen
- Herausfahren der Seitenschieber und Herausdrehen von Gewindestempeln
- Freilegen des Formlings bei Realisierung einer mittels Federsysteme di ff erenz i ert ansteuerbaren Unterstempelbewegung über Pneumatik- bzw. Hydraulikzylinder bzw. durch Matrizenabzug, wobei Bodenzonen über entsprechende Stösselventile zur Vermeidung eines Vakuums belüftet werden.
- Abnahme des Formlings von Hand oder durch im Pressentakt eingebundene Greif- einrichtungen und Einfahren der erforderlichen Füll- und Presspositionen.
Oftmals arbeiten die mechanischen Pressen in Verbindung mit zugeordneten Putztischen bei Verwirklichung eines automatischen Umsetzvorganges. Mit Hilfe sich drehender spezieller Bürsten bei drehender Bewegung des Formlings werden an mehreren Stationen Einzelpartien des Formlings entgratet.
Die Zykluszeit bei der Nasspresstechnik wird begrenzt durch die Gewährung einer ausreichenden Fliesszeit für die Masse, die ihrerseits abhängt von der Massezusammensetzung, ihrer Feuchte und Korngröße, sowie von der Füllraumgröße und der Kompliziertheit der Werkzeugform.
In Abhängigkeit von der Presslingsgröße und erforderlicher Ent1 üftungsvorgänge, Druckhaltezeiten und Nachverdichtungen liegt die max. realisierbare Hubzahl bei ca. 12��15 Hub/min.
Zur Sicherung einer guten Erzeugnisqualität der meistens sehr kompliziert gestalteten Formlinge unter Vermeidung von Rissen und Texturen ist es deshalb zum Ausgleich des durch die Wandreibung bedingten Geschwindigkeitsgefälles stets besser, mit geringerer Pressgeschwindigkeit und längeren Druckhaltezeiten bzw Entlüftungsvorgängen zu arbeiten, als umgekehrt.
Eine falsche Pressweise zeigt sich oftmals mit ihren fehlerhaften Auswirkungen erst nach dem Trocknungs oder Brennprozess.
Im Gegensatz zur Trockenpresstechnik müssen die nassgepressten Formlinge einem Trocknungsprozess bis auf ca. 3 ...5% Feuchte unterzogen werden, bevor sie dem Brennprozess zur endgültigen Werkstoffbildung zugeführt werden können.
1.1.2. Trockenpresstechnik gleitfähiger Massen
Verwendet werden gut rieselfähige Arbeitsmassen, meist in Form von Sprühgranulat, mit nicht zu starken Abweichungen von der Kugelform und geringem Feinkornanteil, die mit hohen spezifischen Drücken verpresst werden (> 60 MPa).
Mit zunehmender Verdichtung während des Pressvorganges kommt es hierbei im Gegensatz zur Nasspresstechnik nicht zum Fliessen und plastischen Verformen der Arbeitsmassen, sondern die einzelnen Masseteilchen verschieben sich gleitend gegeneinander mit unterschiedlichen Wegen in Abhängigkeit von der Lage zum bewegten Pressstempel, wobei mit zunehmender Packungsdichte bereits im unteren Druckbereich die Gleit- und Umordnungsvorgänge nahezu abgeschlossen sind.
In den weiteren Etappen der Verdichtung kommt es nach (4) zur plastischen Verformung von Feststoffteilchen und zur Agglomeratzerstörung sowie in der Schlussphase der Verdichtung zur Prirnärteilchenzerstörung und Kristallverformung.
Die fehlenden bildsamen Eigenschaften der verwendeten Arbeitsmassen sowie ihre eingeschränkte Bewegbarkeit wahrend des Pressvorganges sind damit verbunden, dass nur vertikal untergliederte Formlinge ohne Hinter- bzw. Unterschneidungen herstellbar sind, die nur Aussparungen und Bohrungen in Pressrichtung haben dürfen.(5)
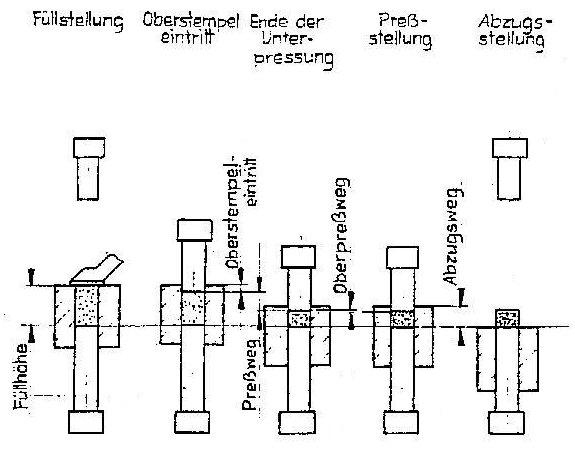
Wie im Bild 2 gezeigt, erfolgt die Verdichtung bzw. zuordenbar die Veränderung des Pressstempelweges im Trockenpressverfahren in Abhängigkeit vom Pressdruck nicht linear. (2)
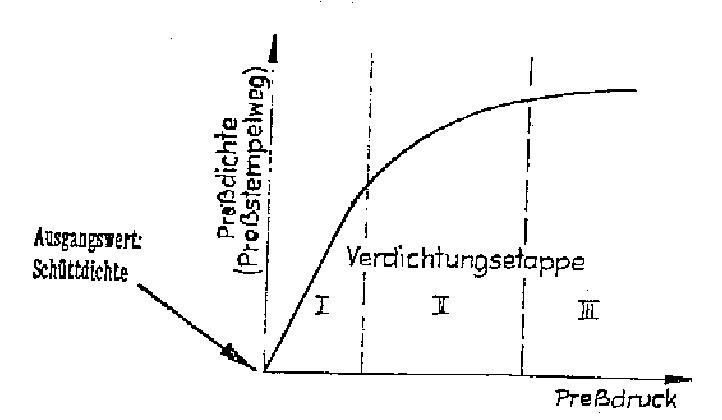
Nach (6) wird die Abhängigkeit des Pressstempelweges als Funktion des Pressdruckes wie folgt formuliert:
| p = cx * ( s / (1 - s)) | s = Pressstempelweg cx = Konstante in Abhängigkeit von der Druckfestigkeit der zu pressenden Feststoffteilchen und der Pressdruckhöhe |
|---|
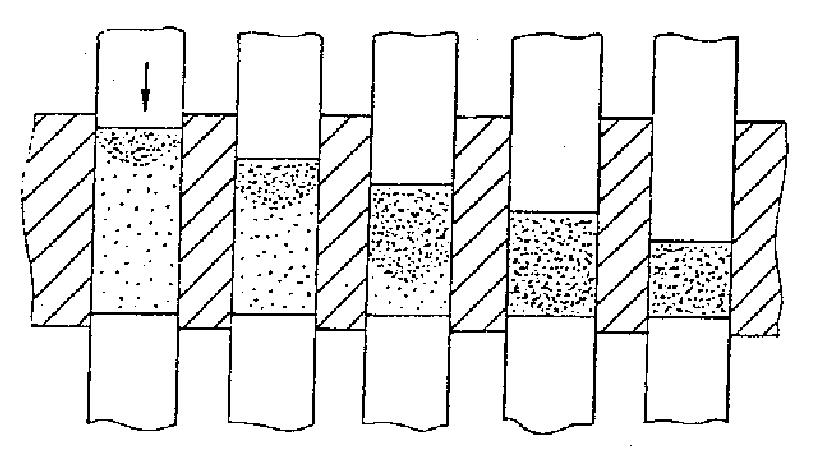
Während des einachsigen und einseitigen Pressvorganges nach Bild 3 kommt es zu Druckverlusten und damit zur Abnahme der Presskraft über den Pressweg, die bedingt sind durch
- die überwindung der Reibung der Feststoffteilchen an der Matrizenwand (äußere Reibung),
- die überwindung der Reibung zwischen den einzelnen Feststoffteilchen (innere Reibung) sowie
- den Arbeitsaufwand für die plastische Verformung, Agglomeratzerstörung und Kristallverformung.
Zu Beginn des Pressvorganges und allgemein bei einem großen Höhen-Durchmesser-Verhältnis dominiert die äußere Reibung, so dass der Druckfortpflanzung in der Mitte der Matrize der geringste Widerstand entgegenwirkt und damit die Verdichtung auch dort am größten ist. [7;8)
Die während des einachsigen und einseitigen Pressvorganges eines zylindrischen Forrnlings auftretenden Druckverluste können nach [6;9) in folgender Pressdruckdurchgangsgleichung ausgedrückt werden:
p2 :pl = e -(alpha * (H/D) * K * �)
alpha = Konstante
p2 = Pressdruck am Formenboden
Pl = auf gebrachter Eingangspressdruck
H = Presshöhe
D Formlingsdurchmesser
� = Reibungskoeffizient an der Formenwand
K = Verhältnis von radialer zu axialer Druckspannung als Ausdruck der inneren Reibung
Der Reibungswert � wird mit steigendem Pressdruck kleiner, während K als Maß der inneren Reibung ansteigt, d. h. mit steigendem Pressdruck nimmt der Anteil der inneren Reibung zu und der Reibwert � verringert sich. [2]
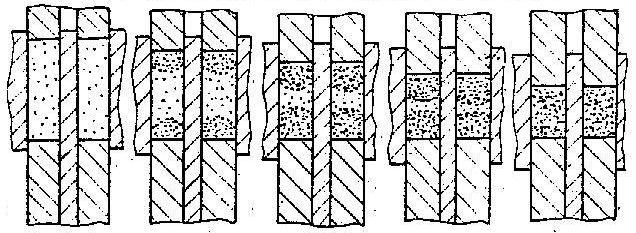
Die doppelseitige Verdichtung nach Bild 5 hat gegenüber der einseitigen den Vorteil, dass der in Richtung der Druckfortpflanzung auftretende Dichteabf all sich nur noch über die halbe Höhe des Formlings auswirkt. Bei gleicher Eintauchtiefe des Ober- und Unterstempels liegt dann die Zone der geringsten Dichte in der Mitte, d. h. dass auch dort die Brennschwindung am größten ist. (Bild 4)
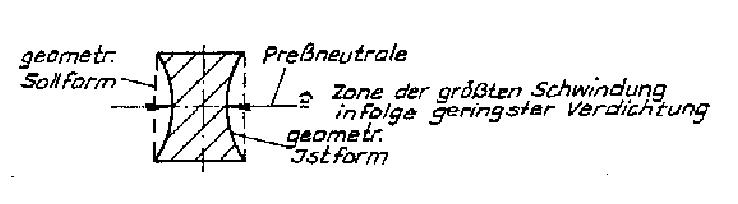
Dichteabfall bei zweiseitiger Verdichtung
Durch unterschiedliche Eintauchwege beider Stempel in die Matrize kann diese Zone geringerer Dichte bewusst nach oben oder unten verschoben werden.
Als Entscheidungshilfe bei der Wahl zwischen einseitiger und zweiseitiger Verdichtung kann nach (15 ) die Rechengröße.
( U * dh ) / A
U = Umfang der Pressfläche
A = Pressfläche
dh = h0 - h2
h0 = Anfangshöhe der Schüttung h2 = Formlingshöhe
herangezogen werden.
Danach gilt als Richtgröße:
( U * dh ) / A
<0,5 einseitiges Pressen möglich
bei > 1,0 zweiseitiges Pressen zu empfehlen
bei > 2,0 zweiseitiges Pressen erforderlich
Die beim Trockenpressverfahren ungleichmäßigen Dichteverteilungen im Formling sind mit Presstexturen verbunden, die durch besondere werkzeug- und maschinentechnische Bewegungsabläufe minimiert werden
- die geometrische Gestalt und die Lage des Forrnlings im Presswerkzeug,
- der Feuchtigkeitsgehalt,
- die Gas- bzw. Dampfatmosphäre in den Hohlräumen des Pressgutes,
- Zusätze von Gleit- oder Presshilfsmitteln,
- die Oberflächenbeschaffenheit des Werkzeuges sowie
- die verfahrensabhängigen Füll- und Preßbewegungen
Einfluss auf den Verdichtungsvorgang.
Eine in Näherung gleichmäßige Dichteverteilung lässt sich bei einem kleinen Verhältnis von Formlingshöhe zu Formlingsdurchmesser erreichen, wenn der Pressling querschnittsmäßig gering profiliert ist.
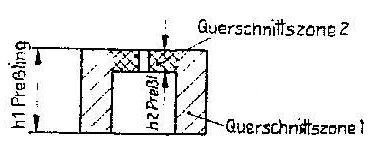
Bei Erzeugnissen mit starker Querschnittsunterteilung (z. B. topfartige Gestalt) bilden den betreffenden Querschnittszonen proportional zugeordnete Füllräume die Voraussetzung für eine gleichmäßige Dichteverteilung und damit ebenfalls für eine annähernde gleichmäßige Brennschwindung.
Die Füllhöhen über zugeordneten Unterstempeln berechnen sich aus dem Produkt der betreffenden Erzeugnishöhe mit dem Füllfaktor, wobei letzterer von der gewünschten Dichte des gepressten Erzeugnisses und der Schüttdichte der zu verpressenden Arbeitsmasse abhängt und im Normalfall mit 2 angesetzt werden kann.
Auch im Trockenpressverfahren gut verpressbare Massen, wie Steatit mit einem hohen Talkanteil, erfordern für den Formgebungsprozess stets die Anwesenheit von Wasser als Gleitmittel, wobei sich allgemein der optimale Wassergehalt zur Erreichung der höchsten Verdichtung von den speziellen Masseeigenschaften und dem Pressdruck ableitet. (2]
Oxidkeramischen Arbeilsmassen, die wenig oder keine bildsamen Rohstoff komponenten enthalten, werden zusätzlich Gleitmittel auf der Basis von Zusätzen, wie Magnesium-. Zink, Barium oder Aluminiumsalze der Stearinsäure oder ähnlicher Fettsäuren, wie ölsäure (Olein), zugefügt [1], die wesentlich die innere und äußere Reibung bei Erreichung einer höheren Verdichtung herabsetzen und das Freilegen des Formlings nach dem Pressvorgang durch Ausbildung haftender Filme auf der Oberfläche des Presswerkzeuges erleichtern.
Nach Untersuchungen von [10 ) mit sprühgetrocknetem Bariumferrit- sowie Al2O3-Granulat wurde auf der Grundlage der Kraftmessung an Ober- und Unterkolben eindeutig festgestellt, dass in Abhängigkeit des Einsatzes unterschiedlicher Gleitmittel bei der einachsigen und einseitigen Pressung der Druckverlust zwischen Ober- und Unterstempel im ungünstigen Fall bis zu 50 % betragen kann und dass besonders bei einem großen Formlingshöhen- und -durchmesserverhältnis die Wandreibung einen entscheidenden Einfluss ausübt.
Zur Verringerung der äußeren Reibung ist es deshalb vorteilhaft, sowohl die Matrizenwand als auch die eventuell vorhandene Kernstange in feinbearbeiteter Ausführung nach Ausstoßen des Formlings durch ein im Pressentakt arbeitendes geeignetes Schmiersystem mit Pressöl zusätzlich zu benetzen.
Ein solches System wurde vom Sondermaschinenbau Engelsdorf an einem schnelllaufenden Trockenpressautomaten für Presskräfte bis 450 kN verwirklicht, wobei Standzeiterhöhungen der Werkzeuge von ca. 30 % nachgewiesen werden konnten.
Zur Vermeidung eines einseitigen Druckgefälles im Formling ist bei mittlerem bis großem H:D-Verhältnis verfahrenstechnisch stets die zweiseitige Verpressung, die nach Möglichkeit gleichzeitig wirken sollte, anzuwenden.
Zugeordnet zu unterteilten Querschnittszonen des Formlings sollte dabei auf der Grundlage einer proportionalen Füliraumzuordnung auch eine geschwindigkeitsproportionale Verdichtung mit zuordenbaren Stempelsystemen vorgenommen werden, d. h. dass unterschiedliche Pressgeschwindigkeiten für unterschiedliche Presslingshöhen zu verwirklichen sind, was presstechnisch allerdings mit erheblichem Aufwand verbunden ist.
Durch diese Verfahrensweise können während des Pressvorganges unkontrollierbare Masseabwanderungen in Zonen geringerer Dichte vermieden werden und eine gleichmäßige Dichteverteilung als Voraussetzung zur Sicherung einer gleichmäßigen Brennschwindung wird erreicht.
Für komplizierte Presslingsgeometrien mit extremen Füllhöhenunterschieden, wie sie beispielsweise bei der Al2O3-Gehäuseschalenfertigung auftreten, wurden unter Anwendung des Prinzips einer differenziert ansteuerbaren unterteilten Unterstempelbewegung nach (55] mit einem mechanischen Pressautomaten für Presskräfte bis 200 kN qualitative Verbesserungen erzielt.
Dagegen sind qualitative Verschlechterungen in Kauf zu nehmen, wenn die Zwei-Seiten--Verdichtung nacheinander oder im Wechsel erfolgt und wenn vorverdichtete flache Querschnittszonen während der zunehmenden Verdichtung von hohen Randzonen nur verschoben werden und erst kurz vor Beendigung des Pressvorganges in die Phase der Erzielung der Endverdichtung wieder mit einbezogen werden.
Als Ursache des Auftretens von Verdichtungsinhomogenitäten ist ebenfalls die Füllerbewegung anzusehen. Hohe Beschleunigungen und Verzögerungen am Umkehrpunkt der Füllerbewegung führen zu Granulatentmischungen und damit verbundener Anreicherung von Grobkorn im vorderen Teil des Füllers.
Die Füllerrückbewegung bewirkt außerdem einen Massestau am hinteren Matrizenende infolge des Reibungs- und Abstreicheffektes, was sich besonders nachteilig bei flachen Formlingen, wie Gehäuseschalen, bemerkbar macht.
Bezogen auf die Gesamtbreite wurden dadurch Schwindungsunterschiede bis zu 2% festgestellt, die bereits an einem einfachen plättchenförmigen Pressling ohne Versenk einen leicht keiligen Sinterkörper entstehen lassen. Durch geeignete Füllerkonstruktionen lässt sich diesem Effekt zwar entgegenwirken, gänzlich vermieden werden kann er jedoch nur durch eine Volumenvordosierung mit übergabe in einen überhöhten Füllraum bei Sicherung einer gleichmäßigen Masseverteilung im Matrizenhohl.
Mit steigender Hubzahl der Presse sinkt zum anderen die Füllgenauigkeit, was die proportionale Füllraumzuordnung bei Volumendosierung als Voraussetzung für eine gleichmäßige Dichteverteilung ebenfalls negativ beeinflusst.
Außerdem kann bei höheren Hubzahlen die in der Masse eingeschlossene Luft infolge mangelnder Zeit weniger entweichen. Sie wird mit verdichtet und führt bei Druckentlastung des Formlings zu einer Volumendehnung infolge plötzlicher Expansion (11] und damit zur Rissbildung des Formlings nach dem Entformen.
Die elastische Rückwirkung hängt desweiteren von der Elastizität besonders anisometrischer Feststoffteilchen, von der vorhandenen Lückenluft, der Verhärtung von Granulaten und vom Wassergehalt ab und steigt mit zunehmendem Pressdruck und mit höherer Massenfeuchte. (Letzteres ist die Ursache dafür, dass es zu einem vermehrten Lufteinschluss kommt.)
Die artikelabhängige gute Verpressbarkeit betreffender Arbeitsmassen bei Gewährleistung ordnungsgemäßer Füllbedingungen setzt demzufolge der überhöhung von Hubzahlen Grenzen.
Durch Verwirklichung spezifischer Pressbewegungsabläufe, besonders bei Formlingen mit stark untergliederten Querschnittsformen und Arbeitsmassen mit wenig bildsamen Rohstoffkomponenten, können qualitative Verbesserungen erreicht werden.
Druckentlastungen, eventl. erforderliche Zwischenentlüftungsvorgänge, Druckhaltungen sowie Entformen des Presslings mit einstellbarer Auflast lassen sich dabei vorteilhaft für komplizierte Presslingsformen mit hydraulischen Pressen bei hoher Variabilität von Weg, Zeit und Druck verwirklichen.
Schnelllaufende mechanische Exzenter- oder Kniehebelpressen arbeiten dagegen mit nicht veränderbaren sinoidischen bzw. näherungsweise sinoidischen Pressbewegungsabläufen und sie werden deshalb vorzugsweise für einfachere und möglichst flache Erzeugnisse verwendet.
1.1.3. Ausblick auf die modifizierte Druckfiltration suspensierter Massen
Hartmagnetische Ferrite als oxidkeramische Werkstoffe mit dem Handelsnamen Maniperm werden als Dauermagnete verwendet. Sie zeichnen sich durch eine hohe Koerzitivkraft aus und sind weitgehend stabil gegen entmagnetisierende Felder. Eingesetzt werden sie vorzugsweise als Lautsprecherring- und Kleinstmotorensegmentmagnete mit relativ unkomplizierter Form.
Anisotrope Barium- bzw. Strontiumferrite werden hierbei unter Anlegen großer äußerer magnetischer Felder aus der Suspension heraus verpresst. Die Arbeitsmasse, eine Ferrit-Wasser-Suspension mit einem Feststoffgehalt > 50 %, garantiert im Vergleich zur anisotropen Trockenpressmasse einen wesentlich größeren Ausrichtungsgrad der Magnetisierungsrichtungen der Weiß �schen Bezirke, da sich der magnetische Drehprozess in die Richtung des angelegten äußeren Feldes in einer Suspension wesentlich leichter ausführen lässt als im Verdichtungsprozess einer körnigen Trockenpressmasse bei zunehmender Packungsdichte. Das Energieprodukt bei vergleichbaren Formlingen ist hierbei mit einem Abfall von ca. 20 % verbunden. Letzteres schließt jedoch die Anwendunq der Trockenpreßtechnik zur Herstellung anisotroper Dauermagnete nicht aus; nur ist sie im Vergleich zur anisotropen Druckfiltration aus vorgenanntem Grund weniger verbreitet.
Verfahrenstechnische Merkmale:
Im Gegensatz zur Nasspresstechnik, wo krümlige Arbeitsmassen im Feuchtigkeitsgehalt zwischen 8 � 15% im überschuss dosiert werden, wird bei der Druckfiltration die Suspension unter Verwendung von vorzugsweise Hochdruckpumpen in das geschlossene Werkzeughohl gedrückt, wodurch es bereits während der Füllung über den Filter zur- Abscheidung von Filtratwasser kommt, sobald sich ein Differenzdruck Δp einstellt.
Infolge des hohen Wassergehaltes kommt es im Bereich der Suspension zur Ausbildung eines isostatischen Druckes, welcher sich mit zunehmender Filterkuchendicke in eine einachsige Druckwirkung (vergleichbar mit dem Trockenpressen) umwandelt. Das äußere Magnetfeld, ausgerichtet zwischen dem Ober- und Unterstempel des Werkzeuges, ist in dieser Phase schon wirksam und trägt zur besseren Abdichtung des Werkzeugsystems bei.
Je höher der Einspritzdruck ist, moderne Hochdruckmembranpumpen arbeiten bis 20 MPa, je niedriger wird der Füllraum gewählt.
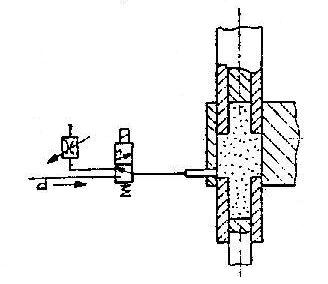
Der eigentliche Pressprozess als Filtrationsvorgang beginnt, wenn die Einspritzöffnung im Werkzeug durch den sich bewegenden Werkzeugstempel überfahren wurde. (Bild 6)
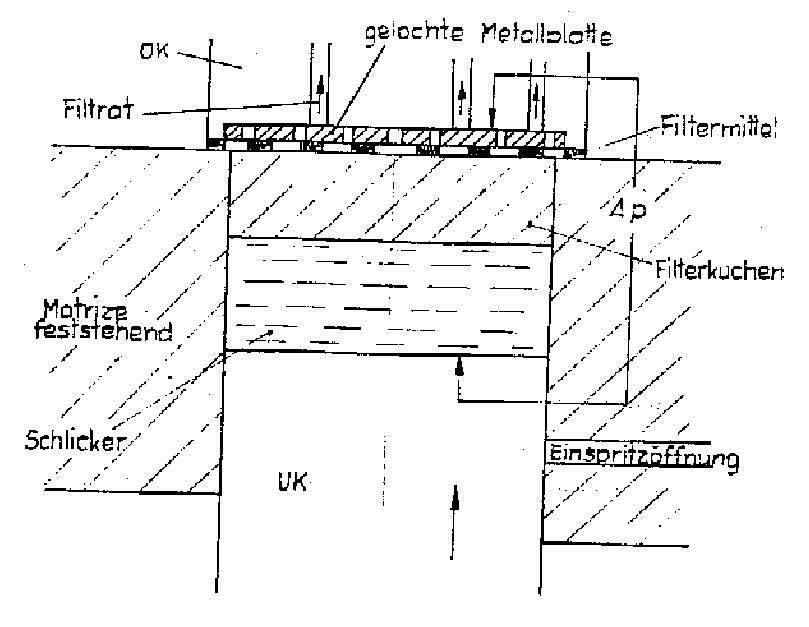
Der Druck auf den Schlicker wird vorwiegend über hydraulisch betätigte Werkzeugstempel aufgebracht, wobei der Filtrationsprozess über Filtermittel stattfindet (Papier-, Baumwoll- oder Metallfilter), die sich bei der einseitigen Entwässerung am Oberstempel und bei der zweiseitigen Entwässerung für Werkstückhöhen > 18 mm am Ober- und Unterstempel befinden.
Diese Filter stützen sich über metallische Lochplatten mit großer Bohrungszahl (Bohrungsdurchmesser ca. 0,7 mm) ab, über die das Filtratwasser zu betreffenden Vakuum-Absaugkanälen im betreffenden Werkzeugstempel geführt wird.
Nach [12] wird der Filtrationsprozess durch folgende Gleichung beschrieben:
( 1 / F ) * ( dv / dt ) = Δp / ( θ * ( ( α * ω * V) / F + β) )
Hierbei bedeuten
( 1 / F ) * ( dv / dt ) = die Filtrationsgeschwindigkeit, d. h. das in der Zeit t durch die Filterfläche F tretende Filtratvolumen V
Δp = Druckabfall über dem Filterkuchen
θ = dynamische Zähigkeit
der Flüssigkeit
ω = das Verhältnis des auf dem Filter verbleibenden Feststoffvolumens zum Volumen des hindurchtretenden Filtrats V
α = spezifischer Kuchenwiderstand, bezogen auf die Masse des trockenen Kuchens
β = Widerstand des Filtermittels
Für Δp = const., d. h. abnehmende Filtrationsgeschwindigkeit während der Filtrationsperiode und unter Berücksichtigung, dass der Kuchenwiderstand um den Faktor 100 größer ist als der Filtermittelwiderstand (β � α) und deshalb vernachlässigt werden kann, ergibt sich die zum Durchsatz der Filtrationsmenge V erforderliche Zeit nach Integration zu
t = (θ * ω * V� * α)/(2 * F� * Δp )
Bei Beachtung der Abhängigkeiten
ω - V = F * h
α = sw�
h = Kuchenhöhe
sw = spezifische Oberfläche
ergibt sich die Durchsatzzeit
t = k * ( θ * h� * sw� / ω * Δp)
Werden die technologisch beeinflußbaren Größen
θ = (über Arbeitstemperatur des Schlickers)
sw = (über Mahlfeinheit)
Δp = (über spezifischen Pressdruck)
ω = (über Feststoffgehalt des Schlickers)
konstant gehalten, vereinfacht sich diese Beziehung zu
t = k * h�
d. h., dass die Filtrationszeit unabhängig von der Filterfläche ist, aber eine quadratische Abhängigkeit zur Formlingshöhe besteht!
Bei zweiseitiqer Entwässerung über Ober- und Unterstempel verkürzt sich die Filtrationszeit um die Hälfte.
Während der größten Zeit des Filtrationsvorganges wird gemäß Bild 7 der spezifische Pressdruck konstant gehalten und nur in der letzten Phase steigt der spezifische Pressdruck schnell an, sollte dabei jedoch 30 MPa nicht überschreiten, da sonst Schieferungserscheinungen am Formling, verbunden mit Rissbildung nach dem Brennprozess auftreten.
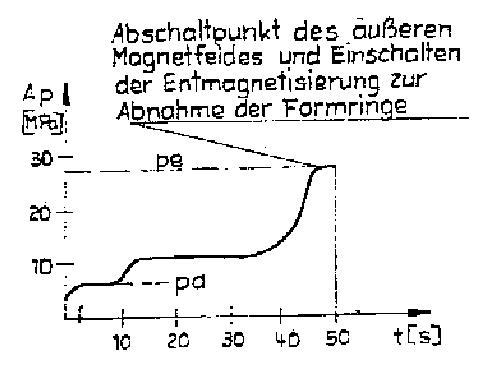
Δp ergibt sich aus dem geometrischen Mittel von pa und pe
Δp = sqr( pa * pe )
Pa Einspritzpumpendruck
pe Abschaltdruck der Presse
Mit der Erhöhung des Feststoffgehaltes im Schlicker kann die Filtrationszeit wesentlich gesenkt werden. Die Grenze liegt bei ca. 65 % und ist durch die Pump- und Transportfähigkeit des Schlickers gegeben.
Die Gesamtzykluszeit bei der anisotropen Druckfiltration setzt sich aus folgenden Anteilen zusammen:
tg = tf + t + th
tf = Füllzeit des Werkzeughohls
t Filtrationszeit oder Presszeit
tH Hilfszeit für das öffnen und Schließen der Presse und für die Abnahme der Formlinge im entmagnetisierten Zustand
Pressen- bzw. werkzeugseitige Merkmale:
Die geringen Filtrationsgeschwindigkeiten werden vorteilhaft mit hydraulischen Pressen verwirklicht, die dazu eine hohe Variabilität bezüglich der Veränderung des Pressdruckes, der Presszeit und des Pressweges gestatten.
Diese Pressen arbeiten bei aufliegendem Oberstempel auf der Matrize im Abzugs- oder Ausstossverfahren bei wirkender Unterpressung. Die Magnetspulen zur Erzeugung des äußeren Magnetfeldes sind in wassergekühlter Ausführung um die Matrize und zur Verbesserung des magnetischen Feldes eventl. noch um den Oberstempel angeordnet.
Während nach dem Abzugsverfahren die Matrize durch den aufliegenden Oberkolben zwangsläufig gegen einen über den Unterkolben der Presse einstellbaren Gegendruck nach unten bewegt wird und dadurch der feststehende Unterkolben relativ in die Matrize eintaucht, steht im Ausstossverfahren die Matrize fest und der Unterkolben bewegt sich gegen den die Matrize abschließenden Oberkolben.
Letzteres bietet die Vorteile, dass
- die Spule um die Matrize ebenfalls nicht mit bewegt werden muss und
- die Presslingsabnahme im automatischen Prozess mit geringerem Aufwand verwirklicht werden kann.
Eine hohe Produktivität im presstechnischen Ablauf kann andererseits durch mechanische Kurvenpressen nach dem Drehtischprinzip erzielt werden. (13 )
Der Kurvenablauf ist hierbei auf die erforderliche Filtrationsgeschwindigkeit ausgelegt und infolge der eintretenden Oberstempel in die feststehenden Matrizen kann mit gleichzeitiger Ober- und Unterpressung gearbeitet werden, was sich besonders vorteilhaft bei einer zweiseitigen Entwässerung auswirkt und außerdem die Ausrichtung der mit dem Rundtisch umlaufenden Magnetfelder günstig beeinflusst.
Die Magnetspulen in wassergekühlter Ausführung sind einzeln um jeden Unterstempel angeordnet und werden stromseitig über zugeordnete Schleifringe hinsichtlich Magnetisierung und Entmagnetisierung angesteuert.
Längere Standzeiten der Werkzeugdichtungen werden erreicht, wenn der schlitzartige Einspritzschlitz durch den eintretenden Oberkolben verschlossen wird, ohne dass das Dichtsystem des Unterkolbens die Einspritzöffnung überfahren muss (14] Werkzeugseitig wird nach (15) bei der anisotropen Druckfiltration unterschieden nach
- der Direkteinspritzung in das geschlossene Werkzeughohl bzw.
- dem Vorkammersystem bei indirekter Druckbeaufschlagung des Werkzeughohls.
Während im ersten Fall der Unterstempel im Außen- und Innendurchmesser sicher abgedichtet sein muss, wenn es zum Druckaufbau in der Matrize kommen soll, kann dies beim Vorkammersystem entfallen. über Schlickerleitkanäle wird hierbei die Masse in das Werkzeughohl gedrückt und mit Beginn der Pressbewegung werden dieselben verschlossen. über Werkzeugspalte bei zunehmender Verdichtung austretender Schlicker führt dann lediglich zur Druckerhöhung in der Vorkammer.
Bei Einsatz von Mehrfach-Presswerkzeugen auf hydraulischen Pressautomaten sind die betreffenden Unterstempel auf einer Traverse innerhalb der Vorkammer fest angeordnet und es braucht nur ein zentraler Verbindungsstempel beim Austritt aus der Vorkammer gut abgedichtet werden.
Unter maschinentechnischen Aspekt unterscheiden sich die hydraulischen Pressen für die anisotrope Druckfiltration gegenüber denen der Nass- oder Trockenpresstechnik nur durch
- an den Filtrationsprozess angepasste Pressgeschwindigkeiten, Pressdrücke und Druckhaltezeiten
- spezifische Ansteuerungsvorgänge für Ober- und Unterkolbenbewegung Massefüllung � Magnetisierung und Entmagnetisierung Filterpapierzu- und -abführung - Teileabnahme
- die Anordnung spezifischer Reinigungs- und Benetzungsvorrichtungen für Matrizen- und Unterstempeloberseiten.
Der grundsätzliche maschinentechnische und hydraulische Aufbau ist gleich, so dass in der weiteren Betrachtung nicht mehr gesondert auf die modifizierte anisotrope Druckfiltration suspensierter Massen eingegangen wird.
1.2. Presstechnischer Stand von repräsentativen Erzeugnissen der Technischen Keramik bei Darstellung werkzeug- und maschinenseitiger Pressprinzipien der Nass- und Trockenpresstechnik
1.2.1. Nasspresstechnik
Typische Erzeugnisse der Nasspresstechnik, die mittels reiner Oberpressung hergestellt werden, sind Schraubkappen, Fassungen, Sicherungen und Sicherungssockel sowie Leuchtensockel.
In Abhängigkeit von der Größe der Erzeugnisse und der sich daraus ableitenden erforderlichen Presskraft werden mechanische Kurvenpressen oder hydraulische Pressautomaten eingesetzt.
Während mechanische Kurvenpressen stets mit konstantem Weg fahren, können hydr aul i sche Pressen wahlweise weg- oder druckabhängig betrieben werden. Unabhängig von der Art der Pressweise muss die Einstellung jedoch so vorgenommen werden, dass das nach unten fahrende Oberwerkzeug in Pressstellung die Matrize bis auf den einzuhaltenden Ouetschspalt von 0,6 bis 0,8 mm verschließt.
Ein typisches Presswerkzeug, welches mit reiner Oberpressung nach dem Ausstossverfahren arbeitet, wird in Abbildung 8 gezeigt.
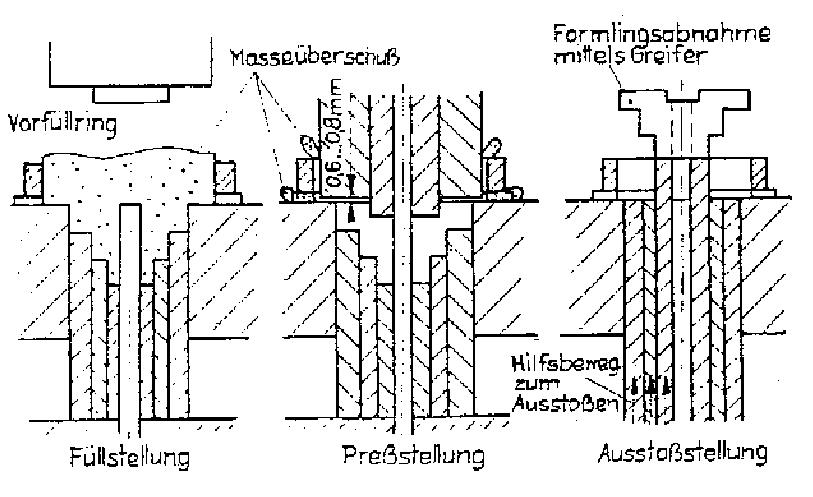
Folgende werkzeugseitige Grundsätze gelten beim Arbeiten mit Oberpressung:
- Matrize ist feststehend und die spezifischen Pressabläufe werden nur durch den Oberkolben realisiert. Der Unterkolben führt lediglich eine Hilfsbewegung zum Ausstossen des Artikels aus [3], die durch abgestufte Federsysteme, bezogen auf unterteilte Unterstempel, auch zeitlich diffenziert gestaltet werden kann.
- Einsatz von vorgefederten Oberwerkzeugen, um eine gleichmäßigere Masseverteilung bei Gewährleistung eines weichen Aufsetzvorganges zu erreichen.
- Bei relativ flachen Erzeugnissen, zumal wenn sie große Aussparungen im Werkzeughohl des Oberstempels erfordern, werden über der Matrizenöffnung Vorfüllringe angeordnet, die mit Arbeitsmasse gefüllt sind und die beim Durchfahren des Oberkolbens mit einem Randspiel von 1 . . 2 mm ein seitliches Ausweichen der Masse oberhalb der Matrize verhindern und für eine vollständige Ausfüllung des Matrizenraumes sorgen.
- Vorfüllringe können entfallen, wenn das Matrizenhohl so groß ist, um die Arbeitsmasse im überschuss aufzunehmen. Der eintauchende Oberstempel bewirkt einen guten Fließvorgang bei stark aufsteigenden Werkzeugpartien, so dass durchaus topfartige Körper mit der öffnung nach oben hergestellt werden können.
- Berücksichtigung von Masseaustrittsbohrungen im Ober- oder Unterwerkzeug, wenn mit betreffenden Führungsbuchsen über zugeordnete Werkzeugstifte gefahren werden muss.
- In Pressstellung stützen sich die jeweiligen Unterstempel, die ebenenweise auf Traversen aufgeschraubt sind, zur Abführung der Presskraft auf das Pressengestell auf Distanzbolzen ab, so dass die erforderlichen Höhenmaße im Werkzeug eingehalten werden. Die Zentrierung erfolgt dabei entweder über einen feststehenden, auf der Grundplatte angeschraubten Mitteldorn oder über die Matrizenbohrung. Eine Pressbewegung wird von ihnen nicht ausgeführt.
- Zeitliche Versätze für eine gestufte Ausstossbewegung eines mehrfach unterteilten Unterstempelsystems werden über betreffende Anschläge und Federsysteme verwirklicht, so dass mit einem Hydraulikzylinder bei hydraulischen Pressen zur Erzeugung unterschiedlicher Unterkolbenbewegungen ausgekommen werden kann bzw. mit einem Pneumatikzylinder bei mechanischen Pressen.
- Beim Lösen des Unterstempels oder Seitenschiebers von geschlossenen Bodenzonen wird über eine zwangsläufige Stösselbewegung ventilartig der betreffende Stempel geöffnet, so dass während des Ausstossvorganges Luft nachströmen kann und somit die Bildung eines Vakuums vermieden wird.
- Gepresste Innen- oder Außengewinde werden nach Druckentlastung über zugeordnete Stempel freigespindelt. Je nach Erfordernis befinden sich dafür Ausdrehvorrichtungen in Form von Zahnradgetrieben am Unter- oder Oberkolben, die das Abschrauben betreffender Gewindehülsen von einem feststehenden Mittelstift mit gleichem Gewinde bewirken. In der Regel wird zeitabhängig die Drehbewegung pneumatisch oder hydraulisch nach dem Prinzip Ritzel/Zahnstange erzeugt. Notwendige Seitenschieber sind in der eingefahrenen Stellung exakt zu verriegeln, um zusätzliche Gratbildung zu verhindern.
- Die Presswerkzeuge sind so gestaltet, daß mit auswechselbaren Verschleisseinsätzen für Matrize und Stempelsysteme gearbeitet wird. Generell wird jedoch die Abrasivität der Masse im Werkzeug gesenkt durch das Beimischen von ca. 3% Pressöl zur Arbeitsmasse.
- In zunehmendem Maße wird angestrebt, Adapterwerkzeuge einzusetzen, um den Einrichtevorgang weitgehendst außerhalb der Presse vorzunehmen. Die Verwirklichung dieses Prinzips ist jedoch hierbei, im Gegensatz zur Trockenpresstechnik, mit erheblicheren Schwierigkeiten verbunden, da notwendige Seitenschieber und Gewindestempel zwar von der Presse angesteuert werden, aber mit dem Werkzeug eine Einheit bilden müssen.
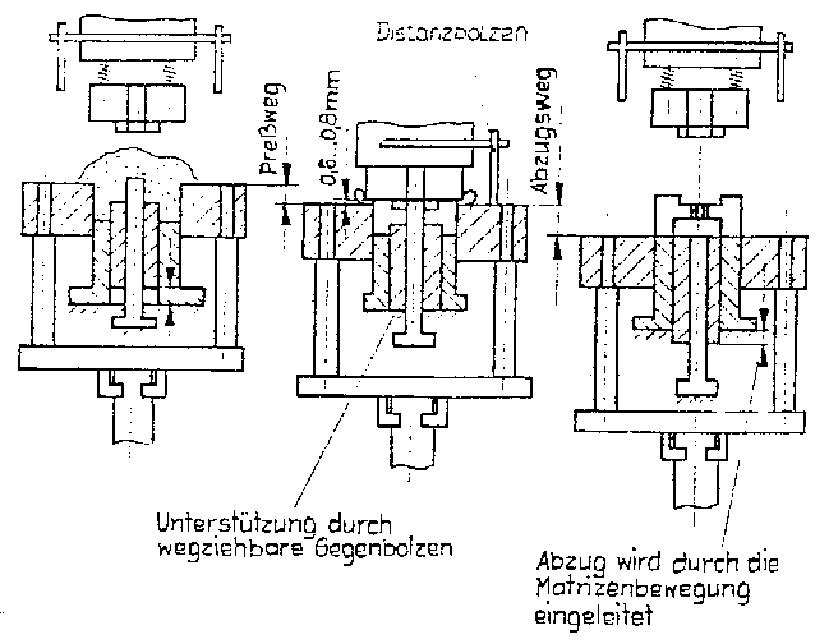
Großflächige Formlinge mit starken Profilierungen nach der Werkzeugunterseite, beispielsweise wärmekeramische Funkenkammerhälften, werden vorteilhaft auf hydraulischen Pressen im Abzugsverfahren mit vorwiegender Unterpressung hergestellt. (Bild 9)
Hierbei gelten folgende werkzeugseitige Grundsätze:
- Die Matrize ist über ein Traversensystem mit dem Unterkolben der Presse verbunden und wird durch den nach unten fahrenden Oberkolben, in dem sich dieser über Distanzelemente zur Sicherung des Quetschspaltes auf der Matrize abstützt, zwangsläufig gegen einen einstellbaren hydraulischen Widerstand in die untere Pressstellung mit gleicher Geschwindigkeit des Oberkolbens mitgenommen.
- Beim Eintauchen von in der Regel vorgefederten Oberwerkzeugen in den Matrizenhohlraum kommt es bereits zur leichten Vorverdichtung bis die eigentliche Pressbewegung durch Mitnahme der Matrize beginnt.
- Der Unterkolben ist fest auf der Grundplatte des Werkzeuges verschraubt und taucht relativ während der Pressbewegung in die Matrizenbohrung ein, wodurch es zum Fließen der Abeitsmasse von unten nach oben kommt und dabei die nach unten profilierten, mehrfach unterteilten Werkzeugbereiche gut mit Masse ausgefüllt werden.
- Eine Verbesserung des Fließverhaltens der Masse wird auch hierbei erzeugnisabhängig erreicht durch Zwischenentlüften, Druckhalten und Nachverdichten als Ergebnis einer hydraulischen Bewegungssteuerung des Oberkolbens der Presse und damit der Matrize.
- In Pressstellung wird die Matrize sowohl außen als auch in profilierten mittigen Bereichen durch zugeordnete Gegenbolzen unterstützt, um die aus der Wandreibung resultierenden Kräfte über die Werkzeuggrundplatte auf das Gehäuse zu übertragen. Vor Beginn der Abzugsbewegung werden diese Gegenbolzen mittels eines hydraulisch angesteuerten Seitenschiebers weggezogen, so dass durch die Abzugsbewegung der Matrize ebenfalls profilierte innen befindliche Bereiche freigelegt werden.
- Die Abzugsbewegung der Matrize wird über den Unterkolben der Presse eingeleitet, während der Oberkolben in die obere Ausgangsstellung gefahren wird.
- Bei wegabhängiger Steuerung wird die Füllstellung durch Aufwärtsbewegung der Matrize erreicht. Unterteilte und bewegbare Stempel des ansonsten auf der Werkzeuggrundplatte festgeschraubten Unterstempel systems werden dabei durch höhenabgestimmte Mitnehmerbolzen bzw. Anschläge auf die zugeordneten und erforderlichen Füllhöhen gefahren. Während der Abwärtsbewegung der Matrize in Pressstellunq ist es möglich, betreffende Anschläge oder Mitnehmerbolzen für die bewegbaren Bereiche des Unterstempelsystems so anzuordnen, dass über zeitlich verzögerte Bewegungen bis zu ihrer Unterstützung in Pressstellung bereichsbezogen das Fließen der Arbeitsmasse begünstigt wird und kritische Werkzeugbereiche ausreichend verdichtet werden.
- Im erforderlichen Fall wirken im feststehenden Unterkolben und u. U. auch im Oberkolben ventilartig Stössel, die ein leichtes Lösen des Oberkolbens vom Formling bzw. dessen gutes Abnehmen vom Unterkolben zulassen, ohne dass es zur Bildung eines Vakuums und damit verbundener Deformation des Formlings kommt. - Die hydraulischen Pressen können sowohl weg- als auch druckabhängig gefahren werden.
Alternativ zum Abzugsverfahren kann reine Unterpressung auch im Ausstossverfahren durch einen mit dem Unterkolben der Presse verbundenen Unterstempel eines speziell gestalteten Werkzeuges bei feststehender Matrize erreicht werden.
Die Pressbewegung des Unterstempels darf dabei jedoch erst einsetzen, wenn die Matrize bis auf den über Distanzbolzen einzuhaltenden Quetschspalt durch den herabfahrenden Oberkolben verschlossen wurde.
Bei modernen, freiprogrammierbaren hydraulischen Pressen wird die Wahl des Pressverfahrens, ob Abzugs- oder Ausstossverfahren erzeugnisabhängig durch den zu treibenden Werkzeugaufwand bestimmt.
1 2.2. Trockenpresstechnik
Ausgehend von der möglichen Art der Druckwirkung, einseitig oder- zweiseitig, lassen sich bei der einachsig wirkenden Presstechnik in der Technischen Keramik 3 Pressweisen ableiten:
- Oberpressung (einseitige Druckwirkung)
-eintretender Oberkolben
-feststehende Matrize
-feststehener Unterkolben (verbunden mit Werkzeuggrundpl atte) - Unterpressung (einseitige Druckwirkung)
- direkte Unterpressung
-Oberkolben feststehend (eintauchend oder aufliegend)
-Matrize feststehend
-eintauchender Unterkolben - indirekte Unterpressung
-bewegter eintretender Oberkolben
-bewegte Matrize Vmatr = V ok Matrize zwangsläufig bewegt
-feststehender Unterkolben (verbunden mit Werkzeuggrundplatte)
- gleichzeitige Ober- und Unterpressung (zweiseitige Druckwirkung)
- mit direkter gleichzeitiger
Unterpressung
-gleichzeitig eintretender Ober- und Unterkolben im einstellbaren Geschwindigkeitsverhältnis
-Matrize feststehend - mit indirekter gleichzeitiger Unterpressung
-bewegter eintretender Oberkolben
-Matrizengeschwindigkeit VMatr < Vok
Matrize zwangsbewegt reibungsabängige Mitnahme(kaum noch angewandt)
-feststehender Unterkolben (verbunden mit Werkzeuggrundplatte)
Die direkte Ober- oder Unterpressung wird dadurch erreicht, dass die unmittelbar am bewegten Pressstempel liegenden Masseteilchen zuerst und direkt bewegt werden und dabei die größte Strecke zurücklegen [3). Der Verdichtungsweg verringert sich jedoch mit zunehmender Entfernung vom bewegten Stempel, während die Reibungsarbeit zunimmt.
Die indirekte Unterpressung wird dagegen erzielt, wenn infolge der Matrizenbewegung bei zunehmender Wandreibung der Unterstempel relativ in die Matrize eintaucht und es damit durch eintretenden seitlichen Massefluß zur Erhöhung der inneren Reibung mit zunehmender Verdichtung über den an sich feststehenden Unterkolben kommt.
Dieser Verdichtungseffekt verstärkt sich mit zunehmendem Höhen/Durchmesser-Verhältnis [16). Bei dem in der Technischen Keramik vorhandenem Teilespektrum überwiegen zu ca. 90 % die Erzeugnisse mit relativ geringen geometrischen Abmessungen bei einem günstigen Höhen/Durchmesser-Verhältnis, so dass die indirekte Unterpressung in Näherung zu vergleichbar guten Verdichtungserscheinungen bei den erforderlichen spezifischen Pressdrücken < 300 MPa führt.
Ausgehend von diesen geringen Erzeugnisabmessungen in der Technischen Keramik und den vorliegenden relativ geringen spezifischen Pressdrücken hat es sich als notwendig erwiesen, mit einer zwangsläufig gesteuerten Matrizenbewegung zu arbeiten.
Dies im Gegensatz zur federnd abgestützten (schwimmenden) Matrize, wo durch den Einfluß der Federn Unbestimmtheiten auftreten, die bei kleiner Formlingshöhe und geringen spezifischen Pressdrücken keine exakte Bestimmung der Lage der neutralen Faser zulassen.
Einerseits dürften die beim Arbeiten mit schwimmender Matrize eingesetzten Federsysteme nicht zu stark bemessen sein, um der auftretenden Wandreibung einen möglichst geringen Widerstand entgegen zu setzen, andererseits müssen sie aber die meist in ihren Führungen stark verschmutzte Matrize sicher wieder in ihre Füllstellung zurückführen. Die dazu benötigten Kräfte sind in der Regel so groß, daß bei den relativ geringen spezifischen Pressdrücken in der Technischen Keramik eindeutige Abhängigkeiten zwischen der zunehmenden Wandreibung und dem Einsetzen der Matrizenbewegung nicht bestehen.
Die Zone der geringsten Formlingsverdichtung (neutrale Faser) kann mit zwangsläufig bewegter Matrize in gewollte Bereiche verschoben werden, besonders wenn im Wechsel zwischen Ober-und Unterpressung mit Nacheinanderverdichtung gearbeitet wird. Die gleichmäßigste Verdichtung für Erzeugnisse mit relativ großem Durchmesser und großer Höhe wird mit gleichzeitiger Ober- und Unterpressung durch gleichzeitig in die feststehende Matrize eintretenden Ober- und Unterstempel erzielt.
Für Formlinge mit kleinem Durchmesser dagegen verringert sich die Gleichmäßigkeit der Verdichtung nicht wesentlich, wenn zur Oberpressung eine indirekte gleichzeitige Unterpressung über eine gesteuerte Matrizenbewegung wirkt.
Für federnd abgestützte Matrizensysteme sind die Geschwindigkeitsverhältnisse der sich mit zunehmender Wandreibung bewegenden Matrizen dagegen nicht exakt bestimmbar, so dass das Verhältnis zwischen Ober- und Unterpressung demzufolge auch nicht direkt beeinflußbar ist.
Zu Beginn der Matrizenbewegung ist die Matrizengeschwindigkeit, trotz zunehmender Wandreibung,
VMatrize < VOberkolben ,
Sie nähert sich aber mit zunehmender Verdichtung dem Verhältnis
VMatrize = VOberkolben ,
d. h. dass dann indirekte Unterpressung vorliegt und keine gleichzeitige Ober- und Unterpressung mehr wirkt.
Für VMatrize = 0,5 VOberkolben
liegt die Zone der geringsten Verdichtung näherungsweise in der Mitte.
Durch Verstellung von Geschwindigkeit und Weg der Matrize in zwangsläufiger Form kann die neutrale Faser gewollt beliebig nach oben oder unten verlagert werden. (Bild 10)
Maschinentechnisch ist das zwangsläufige Matrizenabzugsverfahren zur Erzielung einer gleichzeitig wirkenden Ober- und Unterpressung mit dem Vorteil verbunden, dass nicht der mit der Hauptgegenkraft belastete Unterstempel bewegt werden muss, sondern lediglich die Matrize, die anteilmäßig weniger als 40 %der Nennpresskraft aufnimmt. Die Gegenhaltekraft der Matrize muss allerdings in der Bewegung, bei Gewährleistung der Verstellbarkeit der Wege, aufgebracht werden.
Ein weiterer Vorteil leitet sich daraus ab, daß die gesteuerte Matrizenbewegung gleichzeitig zum Freilegen des Formlings verwendet werden kann. Die hierbei auftretende Kraft übersteigt ebenfalls nicht 40 % der Nennpresskraft.Verallgemeinernd lässt sich daraus ableiten, daß bei Verwirklichung einer gesteuerten Matrizenbewegung für den Pressvorgang zum Freilegen des Formlings nach dem Matrizen-Abzugsverfahren gearbeitet wird und bei Vorhandensein einer Pressbewegung über den Unterstempel das Ausstossverfahren bei feststehender Matrize zur Anwendung gelangt.
In beiden Fällen dient der Unterkolben der Presse der Realisierung einer Pressbewegung und einer Bewegung zum Entformen des Formlings, was maschinentechnisch mit Vereinfachungen verbunden ist.
Die zuordenbaren Werkzeugbewegungen des Oberstempels, des Unterstempels und der Matrize sind bestimmend für die drei möglichen Pressweisen der einachsigen Presstechnik zur Erreichung von Oberpressung, Unterpressung und gleichzeitiger Ober-und Unterpressung.
Reine Oberpressung nach Bild 11 findet insbesondere bei sehr flachen Erzeugnissen, beispielsweise Gehäuseschalen, Anwendung, die dazu querschnittsmäßig wenig profiliert sind. Das Höhen/Durchmesser-Verhältnis ist hierbei klein.
Mit zunehmendem Höhen/Durchmesser-Verhältnis müssen die Formlinge zur Erreichung einer in Näherung gleichmäßigen Dichteverteilung mit Ober- und Unterpressung verdichtet werden,wobei für Teile mit mittlerer Höhe und Durchmesser sich diese Pressweise als Nacheinanderpressung, vorwiegend auf mechanischen Pressautomaten, durchgesetzt hat. [17] (Vergl. dazu Bild 12)
Formlinge mit großen geometrischen Abmessungen bei einem Höhen/Durchmesser-Verhältnis 1:1 bzw. nach [2] bei
U * Δh / A > 2
sind mit gleichzeitiger Ober- und Unterpressung durch gleichzeitig eintretende Ober- und Unterstempel herzustellen.
Für großflächige Teile werden dazu vorzugsweise hydraulische Pressautomaten eingesetzt.
Pressen von Formlingen mit einseitigen Querschnittsprofilierungen
Um eine gleichmäßige Verdichtung bei einseitig unterschiedlichen querschnittshöhen des Formlings zu erzielen, z. B. für topfartige Schalenkerne, muss mit unterteilten Unterstempeln im Werkzeug gearbeitet werden, denen unter Beachtung des für die jeweilige Masse geltenden Füllfaktors proportionale Füllräume zuzuordnen sind.
Eine hohe Gleichmäßigkeit der Verdichtung wird erreicht, wenn während des Pressvorganges in allen Querschnittszonen des Formlings eine im Verhältnis gleiche Volumenverringerung stattfindet, so dass Masseabwanderungen in Zonen geringerer Dichte vermieden werden.
Betreffende Unterstempel bzw die Matrize sind aus diesem Grund in der Bewegung so zu steuern, dass eine qeschwindigkeitsproportionale Verdichtung verwirklicht wird.
Dies bedeutet, dass, den jeweiligen Presswegen zugeordnet, mit unterschiedlichen Geschwindigkeiten für betreffende Unterstempel eines unterteilten Systems gepresst werden muss.
Je nachdem, ob mit direkter oder indirekter Unterpressung gearbeitet wird, sind dazu bei einem doppelt unterteiltem System entweder Matrize und Unterstempel oder zwei getrennte Unterstempel geschwindigkeitsproportional anzusteuern.
Maschinentechnisch ist jedoch die getrennte Ansteuerunq eines unterteilten Unterstempelsystems mit erheblichen äufwendungen verbunden [18], so dass in der Praxis mit Vereinfachungen gearbeitet wird, die aber infolge Masseverschiebungen mit ungleichmäßigen Dichteverteilungen und damit unterschiedlichen Brennschwindungen verbunden sind.
Die proportionale Füllraumzuordnung erfolgt hierbei durch Vorheben eines Stempels, indem derselbe über einen in der Länge abgestimmten Mitnehmerstift zwangsläufig durch die Untertraverse des Unterstempels in seine Füliposition mitgenommen wird, wenn die Füllstellung der Matrize eingefahren wird. [19,20] In Füllstellung ist dieser Mitnehmerstift eingespannt zwischen Werkzeuggrundplatte und Untertraverse des Unterstempels der Presse. Nach erfolgter Vorverdichtung durch den eintretenden Oberstempel (Oberpressung) wird zu einem bestimmbaren Zeitpunkt die Matrize zwangsläufig abwärts bewegt, so dass der Mitnehmerstift freigegeben wird.
Mit zunehmender Verdichtung der größten Formlingshöhe wird der Querschnitt mit der kleinsten Presslingshöhe durch den weiter eintauchenden Oberstempel nur verschoben, bis der betreffende Unterstempel in Pressstellung sich auf einen Querschlitten abstützt. Dadurch kommt es zu Masseverschiebungen in die Zonen geringer Dichte, wodurch bei neueinsetzender Endverdichtung in Form von Oberpressung überpressungen entstehen, die zu Schieferungen, Rissen oder Abplatzungen führen können. (Bild 13)
Diese Masseabwanderungen können durch entsprechend korrigierte Füliräume aber so gesteuert werden, dass sich eine in Näherung gleichmäßige Dichteverteilung mit vertretbaren Toleranzen nach der Brennschwindung einstellt.
Das Freilegen des Formlings erfolgt durch Matrizenabzug dergestalt, dass über zugeordnete Keile der Unterstützungsschieber seitlich weggezogen wird, so dass der betreffende Unterstempel durch Federkraft in seine untere Anschlagposition gezogen wird.
Vorzugsweise werden hierbei Adapterwerkzeuge eingesetzt, die ein Ausrichten außerhalb der Presse gestatten und damit eine schnelle Betriebsfähigkeit der Presse bei notwendigem Werkzeugwechsel sichern.
Gut verpressbare und entformbare Steatitmassen mit einem hohen Magnesiumsilikat-Anteil (Speckstein, Talk im Bereich von 75 bis 85 %) erlauben im Trockenpressverfahren nach dem Abzugsprinzip bei ausreichender Verdichtung ebenfalls die Herstellung von Innengewinden, beispielsweise an NH-Sicherungen, die üblicherweise sonst nur im Nasspressverfahren herstellbar sind.
Die Masse wird hierbei im Matrizenraum um vorgehobene Gewindebolzen gepresst, die vor Beginn der eigentlichen Abzugsbewegung aus dem Formling herausgeschraubt werden.
Diese Gewindebolzen können sowohl am Unterstempel- als auch am Oberstempelsystem angeordnet sein, wobei im letzten Fall die ausgefahrenen Gewindebolzen in die mit Masse gefüllte Matrize eintauchen müssen.
Die Gewindebolzen arbeiten in der Regel zusammen mit zugeordneten Gewindebuchsen und Zahnradübersetzungsstufen, so dass auch die Mehrfachanordnung von Formlingsnestern im Presswerkzeug sinnvoll möglich ist.
Bekannt sind ebenfalls Matrizen-Führungssysteme in Adapterausführung der Firma Yoshizuka/Japan zur Herstellung sehr komplizierter Presslingsformen (Bild 14), die neben der eigentlichen Matrizenaufnahmeplatte mit ein oder zwei weiteren Ebenen für je einen bewegbaren äußeren und inneren Unterstempel arbeiten und die, den jeweiligen Ebenen zugeordnet, mit pneumatischen Federsystemen zur Erreichung einer stempelzugeordneten einstellbaren Gegenkraft arbeiten.
Die Bewegung der betroffenen Unterstempelebenen wird dabei über einstellbare Stößelstangen von der Oberstempelbewegung abgeleitet.
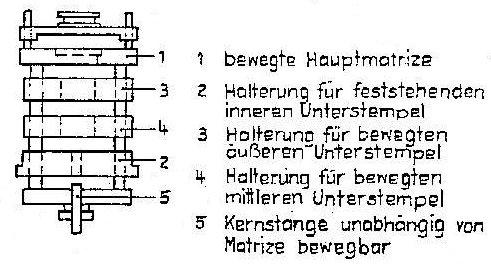
Der Zeitpunkt des Mitlaufens der unterteilten Unterstempelsysteme zur Bewegung der zwangsläufig angesteuerten Hauptmatrize ist durch einstellbare pneumatische Gegenkräfte veränderbar und die endgültige Pressstellung der jeweiligen Stempelebenen auf Festanschlag wird durch in der Länge abgestimmte Distanzelemente von der Endstellung der Hauptmatrize bzw. von der Pressstellung des Oberstempels abgeleitet.
Nach abgeschlossenem Pressvorgang wird der Matrizen- und der Unterstempelabzug zwangsläufig dergestalt eingeleitet, dass in gestufter Form, entsprechend der Profilierung des Formlings, die pneumatisch unterstützten Stempelebenen nach Ziehen beteffender Keile zwangsläufig durch die Hauptmatrizenebene mit in ihre Abzugsstellung gezogen werden. Damit wird eine stufenweise Entlastung des Presslings in Umfangsrichtung erreicht und zu starke Abzugskräfte vermieden. Das gleiche Prinzip wird nach [21) realisiert durch ein hydraulisch ansteuerbares Adaptersystem zur Mehrebenenansteuerung, mit welchem auf jeweiligen Adapterebenen angeordnete Unterstempel durch eine zugeordnete Meß- und Regelelektronik in ihrer Geschwindigkeit völlig unabhängig voneinander verf ahren werden können, wodurch ein reproduzierbarer Pulverfluß zur Sicherung eines gleichmäßigen Verdichtungsvorganges bei gleichzeitig wirkender Ober- und Unterpressung erreicht wird.
Das Freilegen des Formlings erfolgt hierbei nicht durch gestufte Abzugsbewegungen aller Adapterebenen, sondern zuerst wird zwangsläufig die Matrize abgezogen und danach werden die anderen Unterstempel stufenweise hydraulisch hochgefahren, bis am Ende der Formling nur noch auf einem zentralen Unterstempel aufsitzt.
Aufgrund der vorhandenen mikroprozessor-gesteuerten Meß- und Regelelektronik weist dieses System im Vergleich zu [20) eine höhere presstechnische Variabilität auf, die jedoch mit wesentlich höherem maschinen- und werkzeugtechnischem Aufwand verbunden ist.
Keine prinzipielle änderung der Ober- und Unterpressung tritt ein, wenn nach [22] mit geteilter und einseitig bewegbarer Matrize gearbeitet wird. (Bild 15)
Diese Verfahrensweise besitzt den Vorteil, daß unsymmetrisch geformte großflächige Platten mit kleinen Bunden oder Ansätzen gepresst werden können, ohne dass es zu größeren Dichteunterschieden in betreffenden Ouerschnittszonen kommt.
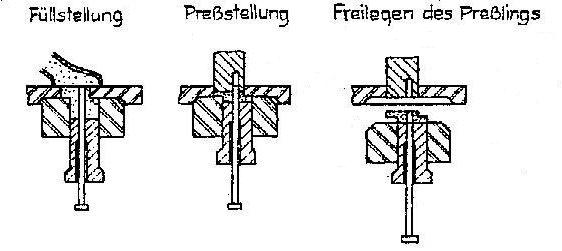
Während im feststehenden Matrizenbereich hierbei nur geringe Formlingshöhen mit reiner Oberpressung gegen die von unten unterstützte bewegliche Matrize herstellbar sind, kann über das zugeordnete Unterstempelsystem gegen den nach unten f ahrenden Oberstempel mit gleichzeitiger Ober- und Unterpressung gearbeitet werden.
Nach Abschluss des Verdichtungsvorganges werden die Formlinge nach unten aus dem feststehenden Matrizenbereich ausgestoßen, wenn zuvor der bewegliche Matrizenteil nach unten weggefahren wurde.
Pressen von Formlingen mit doppelseitiqen Querschnittsprofilierungen
Infolge der im Trockenpressverfahren während des Verdichtungsvorganges schnell zunehmenden inneren und äußeren Reibung ist das Vermögen der ansonsten gut rieselfähigen Pressmasse gering, in entsprechende profilierte Oberstempelwerkzeuge entgegen der Pressrichtung aufzusteigen.
Dies ist unter Umständen bedingt gegeben, wenn die Aussparungen im Oberwerkzeug von geringer Tiefe sind, wobei in den meisten Fällen die unzureichende Masseausfüllung mit den damit verbundenen Dichteunterschieden nach dem Pressvorgang zu qualitativen Nachlässen führt. Geringfügige Verbesserungen sind aber mit vorgefederten Oberstempeln prinzipiell erreichbar. (23]
Mit folgenden Verfahrensweisen können diese nachteiligen Effekte reduziert bzw. sogar minimiert werden:
Bei Profilierungen zur Oberseite der Matrize durch Absenken eines Werkzeugstempels nach Massefüllung der Matrize, entsprechend der Vorhebung im Oberwerkzeug: (Bild 16)
Mit dieser Verfahrensweise kann keine exakte Füllraumzuordnung erreicht werden.
Die Masseabsenkung, besonders im übergangsbereich zu noch vorgehobenen Werkzeugstempeln, ist nicht genau definierbar und infolge allmählicher Masseübergänge kommt es in diesen Bereichen bei Eintreten des Oberstempels zu überpressungen.
Im Vergleich zur Arbeitsweise mit nicht abgesenkten Massezonen sind jedoch qualitative Verbesserungen nachweisbar.
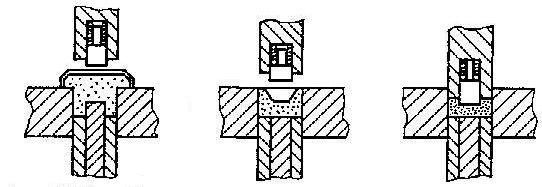
- Bei Profilierungen zum Innenbereich des Oberstempels durch Vorheben eines bewegbaren Werkzeugstempels nach Eintritt des Oberstempels in die Matrize (Bild 17).
Die Steigbewegung der Masse wird im Anfangsstadium der Verdichtung unterstützt durch die Aufwärtsbewegung eines betreffenden Werkzeugstempels (vorzugsweise eines Mittelstiftes) , wodurch die Pressmasse in die jeweiligen freien Bereiche des Oberstempels gedrückt wird.
Um hierbei eine den betreffenden Füllhöhen zugeordnete proportionale Verdichtung zu erreichen, ist es zweckmäßig, neben einer Unterstempelunterteilung mit seperat ansteuerbaren unterteilten Oberwerkzeugen zu arbeiten.
- Bei Profilierungen zum Innenbereich des Oberstempels durch Wirken eines pneumatischen Impulses vor dem Fertigpressen (24). Das Funktionsprinzip ist aus Bild 18 ersichtlich.
Zur Erreichung gleichmäßiger Füll- und Verdichtungsverhältnisse wird die volumenvordosierte Arbeitsmasse bei durch einen vorgefederten Oberstempel verschlossener Matrize mit Hilfe eines von der Presse zwangsläufig ausgelösten, seitlich einwirkenden pneumatischen Impulses vor dem Fertigpressen aufgelockert.
Eine Unterstützung der Massesteigbewegung wird ebenfalls dadurch erreicht, wenn über ein im Oberstempel gesteuertes Ventil mit Filtereinsatz kurzzeitig ein Vakuum wirkt.
Das Füllprinzip ermöglicht hierbei auf der Grundlage einer proportionalen Füllraumzuordnung für Teile mit an der Ober - und Unterseite vorliegendem kompliziertem Höhenprofil ebenfalls einen den jeweiligen Füllräumen zugeordneten proportionalen Verdichtungsvorgang dadurch, dass neben einer unterteilten Unterstempelbewegung mit einer unterteilten Oberstempelbewegung gearbeitet werden kann.
Durch die nach diesem Füllprinzip durchführbare Unterteilung der Ober- und Unterstempelbewegung wird es mit mechanischen Trockenpressen möglich, bei Gewährleistung einer gleichmäßigen Füllung das Füllverhältnis während des Betriebes zu variieren und die Verdichtung proportional bzw. in einem gewollten Verhältnis zueinander zu verwirklichen, wodurch auch für Teile mit kompliziertem beidseitigen Höhenprofil gleichmäßige Dichteverteilungen nach dem Pressvorgang erreicht werden.
Durch diese Verfahrensweise konnten bei Einsatz von modifizierten Trockenpressautomaten TPA 45 des Sondermaschinenbau Engelsdorf vormals nassgepresste Sicherungspatronen mit wesentlich verbesserten qualitativen Eigenschaften im Trockenpressverfahren bei Durchsetzung eines hohen Automatisierungsgrades hergestellt werden.
Für die presstechnische Herstellung von doppelseitig profilierten Formlingen mit einer hohen Gleichmaßigkeit der Dichteverteilung sind komplizierte Maschinensysteme erforderlich, die eine unabhängige änsteuerung unterteilter Ober- und Unterstempelsysteme gestatten müssen.
Die in der Technischen Keramik notwendigen relativ geringen spezifischen Pressdrücke begünstigen dabei die Herstellung komplizierter Presslingsformen mit in Näherung gleichmäßigen Dichteverteilungen nach vorgenannten Verfahrensweisen.
Entscheidend ist die Verwirklichung einer geschwindigkeitsproportionalen Verdichtung zugeordneter gleichmäßig ausgefüllter Füllräume durch separat ansteuerbare und unterteilte Ober- und Unterstempel eines betreffenden Werkzeugsystems.
1.3. Ableitung und Beurteilung erzeugnisspezifischer proportionaler Verdichtungsabläufe zur Trockenpresstechnik im Zusammenhang mit werkzeug- und maschinentechnischen Erfordernissen
1.3.1. Proportionale Verdichtungsmöglichkeiten für geometrische Grundformen
Schwierigkeiten bei der Erreichung einer gleichmäßigen Dichteverteilung während des Verdichtungsvorganges entstehen vorwiegend dann, wenn Formlinge mit stark unterschiedlichem Ouerschnittsprofil zu pressen sind.
Der Grund hierfür ist, dass nicht in jedem Fall werkzeug- und maschinentechnisch gewährleistet werden kann, dass ausgehend vom proportionalen Füllvolumen, eine gleichmäßige und proportionale Volumenverringerung aller Querschnittszonen eines kompliziert gestalteten Formlings durch seperat gesteuerte Werkzeugstempel erreicht wird.
Bei differenzierten Presswegen wären dazu angepasste unterschiedliche Pressgeschwindigkeiten betreffend unterteilter Werkzeugstempel notwendig, deren Realisierung unter Umständen mit hohem werkzeug- und maschinentechnischem Aufwand verbunden ist.
Letzteres ist der Grund dafür, dass in der Presstechnik der Technischen Keramik bei spezifischen Pressdrücken < 300 MPa oftmals mit vertretbaren Kompromissen gearbeitet wird, wenn geforderte Maß-, Form- und Lagetoleranzen nach der Brennschwindung noch eingehalten werden.
Bei der einachsigen Trockenpresstechnik ist die Volumenverringerung der in die Matrize lose eingeschütteten Arbeitsmasse während des Verdichtungsvorganges nur auf die zunehmenden Presswege zugeordneter oberer und unterer Werkzeugstempel zurückzuführen, da die Querschnittsfläche des entstehenden Formlings sich nicht verändert.
Damit lässt sich höhenabhängig folgende anzustrebende Proportionalitätsbeziehung der Füll- und Presshöhen für den gesamten Verdi chtungsvorgang formulieren:
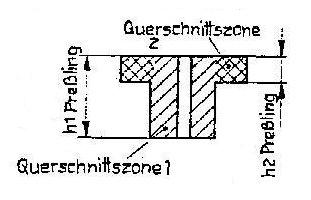
Für den Erzeugnistyp I nach Bild 19 gilt:
(h2 Füllung / h2 Füllung (t = 0)) = (h'1 / h'2) = (h2 Preßling / h2 Preßling (t = tp))
Bei Abweichungen von diesem Verhältnis kommt es zu Masseverschiebungen in Zonen geringerer Dichte, die bei Erreichen der Endpressstellung zugeordneter Werkzeugstempel zu überpressungen betreffender Querschnittszonen führen.
Für vorgenannten Erz eugni styp ist dabei querschni ttsbez ogen eine gleichzeitige und möglichst gleichmäßige Ober- und Unterpressung mit einem geteilten und seperat ansteuerbaren Unterstempelsystem anzustreben, wobei unter Umständen erzeugnisabhängig das Verhältnis zwischen Ober- und Unterpressung gewollt verändert wird.
In Bild 20 und 21 wird gezeigt, welche bewegungs- und Geschwi ndi gkei tsverhäl tni sse werkzeugseiti g zu realisieren sind, wenn entweder die Querschnittszone 1 oder 2 mit gleichmäßiger Ober- und Unterpressung verdichtet werden soll.
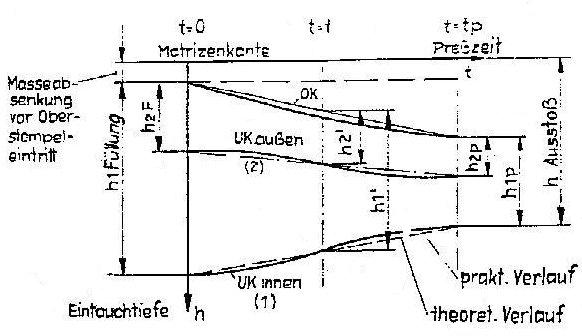
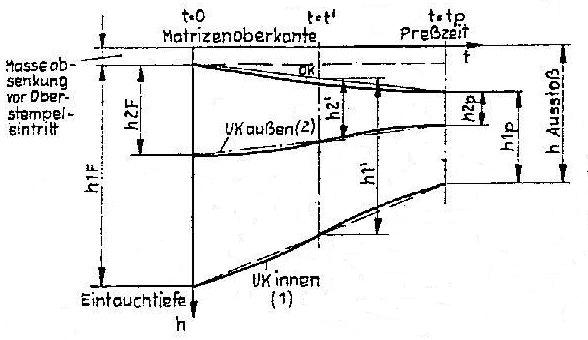
Der Gesamtpressweg für die Querschnittszonen 1 und 2 leitet sich aus den Beziehungen ab.
- s1p = h2f - h2p
- s2p = h2f - h2p
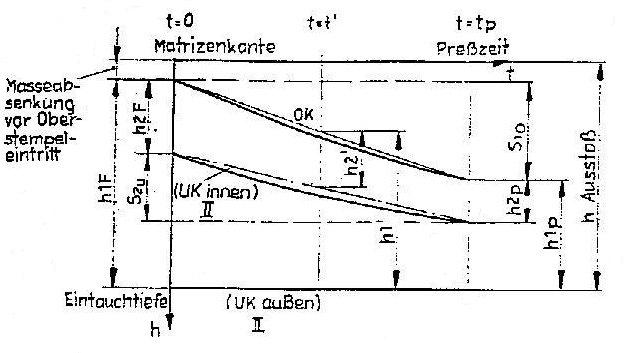
Im Prinzip gleiche Verhältnisse ergeben sich für den zuordenbaren topfartigen Erzeugnistyp II nach Bild 22, nur dass hierbei der äußere Unterstempel den größeren Pressweg im Vergleich zum inneren realisieren muß, d. h. in den dargestellten Diagrammen würden sich die Funktionen für den inneren und äußeren Unterstempel vertauschen.
Das Beispiel nach Bild 20 läßt sich maschinentechnisch einfacher verwirklichen, da die Querschnittszone 2 ausschließlich mit Oberpressung verdichtet wird, was durchaus bei geringen Formlingshöhen vertretbar ist.
Unter Verwendung eines hydraulischen Systems könnte hierbei das zugeordnete Kolbensystem ablaufseitig über den Oberkolben geschwindigkeitsdifferenziert so gesteuert werden, dass die Geschwindigkeit des der kleineren Presslingshöhe zugeordneten Unterstempels geringer ist, als die Oberstempelgeschwindigkeit. Der Vorteil dieser Pressgeschwindigkeitseinstellung nach Bild 20 besteht darin, daß die Zone der größeren Formlingshöhe mit gleichzeitiger und gleichmäßiger Ober- und Unterpressung verdichtet wird, was eine gleichmäßige Dichteverteilung erwarten lässt.
Letzteres ist bei dem Beispiel nach Bild 21, bezogen auf die Querschnittszone mit geringerer Höhe, bei ebenfalls gegenläufiger Pressstempelbewegung gegeben, wobei infolge der gegenüber dem Oberstempel mehrfachen Geschwindigkeit des der größeren Presslingshöhe zugeordneten Unterstempels diese Zone hauptsächlich mit Unterpressung verdichtet wird.
Eine weg- und geschwindigkeitsdifferenzierte Anpassung im gewollten Verhältnis zwischen Ober- und Unterpressung kann für die Pressweisen nach Bild 20 und 21 erzeugnis- und masseabhängig optimal nur durch den Einsatz hydraulischer Systeme erzielt werden.
Mechanische Kurvenpressen gestatten dagegen zwar eine wegmäßige Veränderung von betreffenden Füll- und Pressstellungen, jedoch sind die Geschwindigkeitsverhältnisse unterteilter Stempelsysteme im Gegensatz zu hydraulischen Systemen nicht zueinander variierbar.
Arbeitet man dagegen mit einem feststehenden Unterstempel für die größte Presslingshöhe des Erzeugnistypes II, d. h. Wirken von Oberpressung, lässt sich eine geschwindigkeitsproportionale Pressweise vorteilhaft in der Kombination eines mechanischen Pressautomaten mit einer hydraulisch gesteuerten Matrize verwirklichen.
Die Möglichkeit der hydraulischen Ansteuerbarkeit des Matrizensystems nach dem Abzugsverfahren an einem mechanisch-hydraulischen Pressautomaten der Engelsdorfer Maschinenbau GmbH für Presskräfte bis 200 kN bietet den Vorteil, dass nach [55] der freiwerdende Unterstempel mechanisch so angesteuert werden kann, dass eine der Oberstempelgeschwindigkeit angepasste Abwärtsbewegung des inneren Unterstempels bis in Pressstellung erzielt wird.
Gegenüber einer ablaufseitigen hydraulischen Ansteuerung eines unterteilten Unterstempels weist letztere mechanische Konstruktionsvariante nach dem Abzugsverfahren folgende Vorteile auf:
- Exakte Wahrung der Geschwindigkeitsproportion zwischen Ober- und Unterstempelbewegung durch Vorliegen mechanischer Abhängigkeiten.
- Differenzierte Voreinstellbarkeit der Unterstempelgeschwindigkeit, entsprechend des vorliegenden Füllhöhenverhältnisses.
- Die Unterstempelbewegung ist von der Oberstempelbewegung abgeleitet, so dass prinzipiell gleiche Bewegungsfunktionen realisiert werden können, die aber in einem bestimmten Geschwindigkeitsverhältnis stehen.
- Der zeitliche Beginn der zwangsweisen Abwärtsbewegung des inneren Unterstempels kann exakt zur einsetzenden Oberpressung festgelegt werden.
- Die hydraulische Ansteuerung der Matrize in Pressstellung wirkt sich nicht beeinträchtigend auf die Höhentoleranz der Presslinge aus.
Die Einhaltung einer genauen Geschwindigkeitsproportion des gesteuerten Unterstempels zur Oberstempelbewegung ist besonders in der Anfangsphase der Verdichtung von Bedeutung, weil die Fließfähigkeit der Masse nur bis zu ca. 40 % der Endpresskraft gegeben ist und die Gefahr von ungewollten Masseverschiebungen gerade während dieses Zeitraumes besteht.
Unter der vereinfachten Annahme einer gleichförmigen Geschwindigkeit kann folgendes Geschwindigkeitsverhältnis zwischen Oberstempel und zwangsläufig bewegtem Unterstempel formuliert werden:
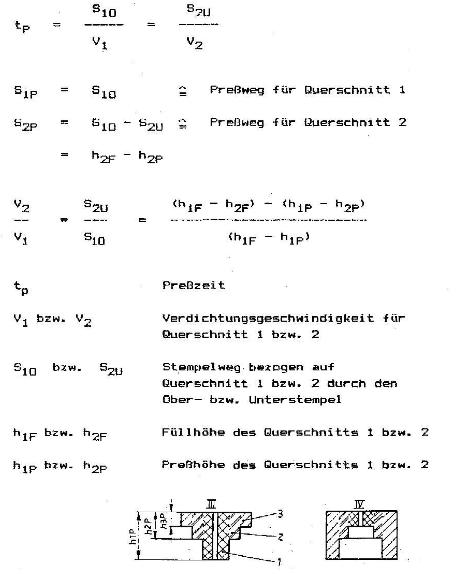
Eine gleichzeitige Ober- und Unterpressung für alle Querschnittszonen des Erzeugnistypes III und IV nach Bild 24 würde sich zwar prinzipiell realisieren lassen, jedoch wäre der werkzeug- und maschinentechnische Aufwand hierfür unvertretbar hoch, weil mit 3 differenziert ansteuerbaren Unterstempeln gearbeitet werden müsste.
Die dazugehörigen Weg- und Geschwindigkeitsverhältnisse sind im Bild 25 dargestellt.
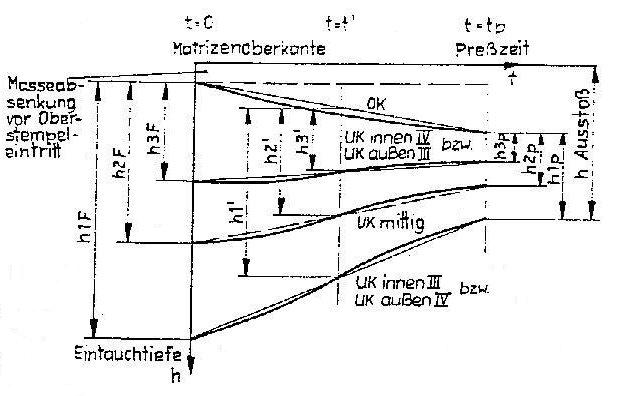
Folgende Proportionalitätsbeziehung lässt sich hierbei für den Füll- und Verdichtungsvorgang formulieren:
h2F : h2F : h3F (t=0) = h'1 : H'2 : h'3 (t = t') = h2p : h2p : h3p (t=tp)
Mit zunehmender Höhe der größten Querschnittszone 1 erhöht sich allerdings in diesem Bereich der Anteil der Unterpressung, u. U. bis zum mehrfachen der wirkenden Oberpressung. In der Engelsdorfer Maschinenbau GmbH erarbeitete Rechenprogramme, die maximal eine vierfache Unterstempelunterteilung berücksichtigen, basieren auf einer symmetrischen 2-Seiten-Verdichtung der größten Querschnjttshöhe und setzen dazu betreffende Stempelunterteilungen in ein der jeweiligen Füllhöhe zugeordnetes proportionales Geschwindigkeitsverhältnis für den Pressvorgang. Der in Näherung sinusförmige Verlauf der Oberstempelbewegung bildet hierbei für die Ableitung querschnittszugeordneter Unterstempelbewegungen die Grundfunktion.
Ausgehend von den rechnerisch erfassbaren optimierten Geschwindigkeitsverläufen betreffender unterteilter Unterstempel lassen sich diese Programme als CAD/CAM-Version direkt für die Konstruktion und Fertigung jeweiliger Scheibenkurven erweitern.
Qualitativ ausreichende Verdichtungen werden bei diesem komplizierten Querschnittsprofilen der Gruppen III und IV erzielt, wenn ein Werkzeugstempel festgesetzt und mit zwei differenziert ansteuerbaren Stempeln gearbeitet wird. Eine gleichzeitige Ober- und Unterpressung für alle Querschnittszonen kann damit aber nicht erreicht werden.
Welcher Unterstempel dabei festgelegt wird, hängt ab von
- den zu verwirklichenden Presswegen
- der gewollten Zone der gleichmäßigsten Verdichtung im Verhältnis von Ober- zu Unterpressung und
- den zur Verfügung stehenden maschinentechnischen Möglichkeiten.
Varianten dazu werden in Bild 26 dargestellt .
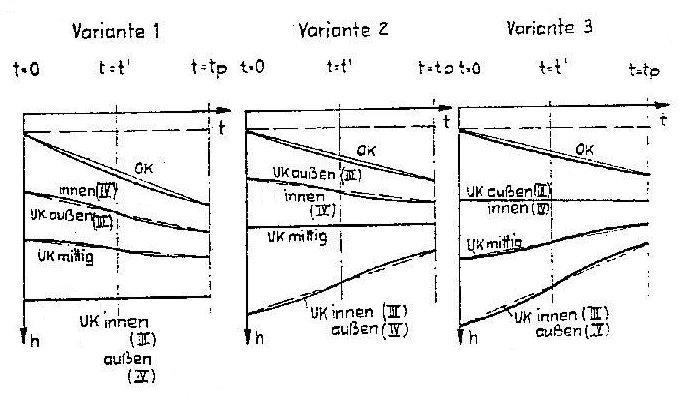
Der maschinentechnische Aufwand kann nach Variante 1 dadurch minimiert werden, dass bei hydraulischen Systemen eine von der Oberstempelbewegung abgeleitete ablaufseitige Ansteuerung der beiden bewegten Unterstempel realisiert wird, wie es bei [25] verwirklicht wurde.
Durch Auftreten von indirekter Unterpressung wird, insbesondere bei Erzeugnistyp III, eine Annäherung an eine gleich zeitige Ober- und Unterpressung in den beiden Zonen der größten Querschnittshöhe erreicht, was beim Erzeugnistyp IV vergleichbar nur durch eine zusätzliche Mitnahme der Matrize möglich wird.
Variante 2 und 3 sichern die direkte und gleichzeitige Oberund Unterpressung in der Zone der größten Formlingshöhe beim Erzeugnistyp III und IV, allerdings mit der Einschränkung bei Variante 3, dass u. U. die Größe der Unterpressung in Abhängigkeit von den Querschnittshöhen ein mehrfaches der Oberpressung beträgt.
Während nach Variante 2 mit einer hydraulischen Presse ein Unterstempel ablaufseitig angesteuert werden kann, erhöht sich der maschinentechnische Aufwand, wenn nach Variante 3 in der gegenläufigen Pressbewegung 2 Unterstempelsysteme getrennt und geschwindigkeitsdifferenziert bewegt werden.
Bei nicht zu großen Presswegunterschieden sind im letzteren Fall jedoch die höchsten qualitativen Ergebnisse in der gleichmäßigen Dichteverteilung nachweisbar.
Der werkzeugtechnische Aufwand wird hierbei minimiert, da alle notwendigen Werkzeugstempelbewegungen durch die Presse eingeleitet werden.
Variante 3 ist bei relativ geringen Formlingshöhen sowohl mit mechanischen als auch mit hydraulischen Pressautomaten verwirklichbar.
Die Bewegungs- und Verdichtungsverhältnisse ändern sich prinzipiell nicht, wenn der Erzeugnistyp IV bezüglich seiner Höhen- und Querschnittsverhältnisse variiert. (Vergl. Bild 27)
Das unterteilte Unterstempelsystem vereinfacht sich dagegen, wenn am Formling Zonen mit gleichen Höhenabmessungen vorhanden sind, so dass die betreffenden Unterstempel auf einer Traverse befestigt werden können.
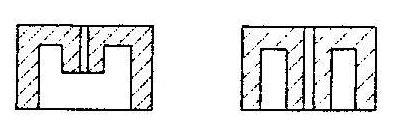
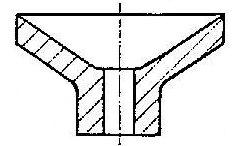
Im Gegensatz zu den Formlingen mit exakt definierten Füllräumen bereitet die Wahrung der Proportionalitätsbeziehung bei schräg verlaufenden Querschnittszonen des Erzeugnistypes V nach Bild 28 presstechnische Schwierigkeiten, da infolge einer z. B. kegligen Form des Oberstempels keine proportionale Füllraumzuordnung gewährleistet werden kann.
Besonders herkömmliche Pressverfahren setzen dabei voraus, dass zur Erreichung einer den Anforderungen genügenden Verdichtung nach einer über den Oberstempel eingeleiteten Vorverteilung der Pressmasse eine gewisse Steigbewegung noch zusätzlich zu verwirklichen ist.
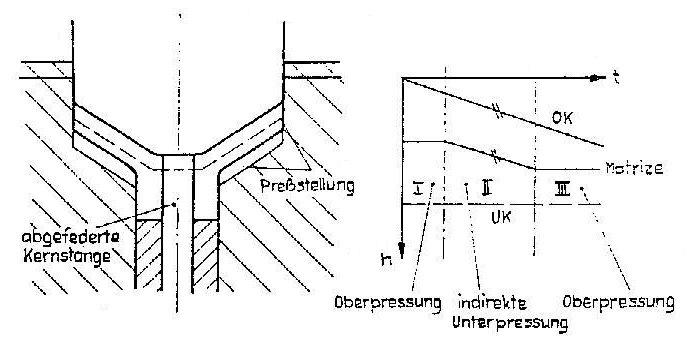
Bei Fehlen einer differenziert ansteuerbaren seperaten Unterstempelbewegung wird nach Bild 29, vorzugsweise mit mechanischen Pressen, die Matrize zwangsläufig über die Oberstempelbewegung gleichlaufend in Pressstellung geführt, wodurch es infolge indirekter Unterpressung zu gewissen Massesteigbewegungen im konischen Bereich kommt, die jedoch mit zunehmender Verdichtung und größer werdender innerer und äußerer Reibung keine gleichmäßige Dichteverteilung sichern.
Verbesserungen, die u. U. schon im Füllbereich auftreten, sind ebenfalls bei diesem Erzeugnistyp durch Einsatz von Pressen mit einem doppelt unterteilten Unterstempelsystem möglich, besonders wenn gegenläufige Pressbewegungen realisiert werden können. (Bild 30)
Die nicht eindeutige Füllraumzuordnung wird aber auch in diesem Fall keine ideale Dichteverteilung zulassen.
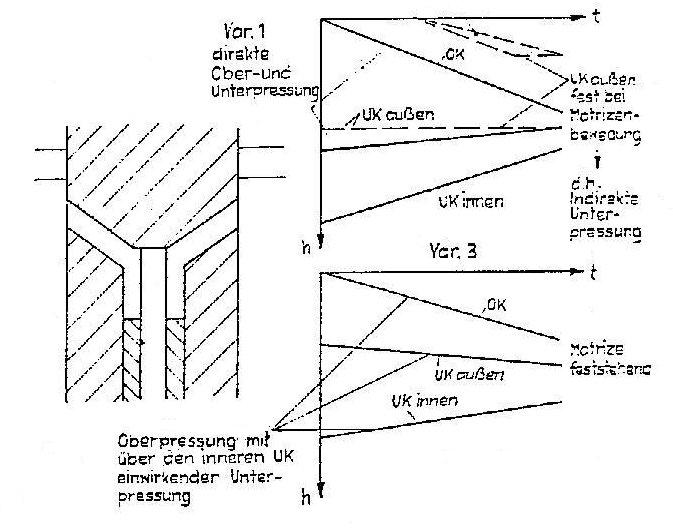
Verbesserungen wären u.U. noch durch eine weitere Stempelunterteilung im konischen Bereich erzielbar, was jedoch zu einem wesentlich vergrößerten Pressen- und Werkzeugaufwand führen würde.
1.3.2. Auswirkungen der Matrizenfüllung auf die Dichteverteilung im Formling und Möglichkeiten ihrer Erfassung und Beeinflussung
Vorgenannte Proportionalitätsbeziehungen setzen voraus, dass die Dichte der eingeschütteten Pressmasse gleich ist. In der Praxis treten aber bereits bei der Füllung Unterschiede auf, die bedingt sind durch
- unterschiedliche Füllhöhen und damit unterschiedliche Gewichtsbelastungen,
- unterschiedliche Kornverteilungen durch Entmischungsvorgänge,
- Massestaus am hinteren Matrizenende infolge des auftretenden Reibungs- und Abstreicheffektes bei der Füllerrückbewegung,
- Blaseffekte durch Luftverdrängung unmittelbar vor Eintauchen des Oberstempels in die Matrize,
- Füllungenauigkeiten, hervorgerufen durch zu hohe Hubzahlen der Presse ,
- Verwendung von Mehrfachpresswerkzeugen,
- komplizierte Presslingsformen mit geringer Stegbreite,
so dass Verdichtungsinhomogenitäten, trotz proportionaler Pressgeschwindigkeiten unterteilter Stempelsysteme, nicht auszuschließen sind.
Mit gezielten maschinen- und werkzeugseitigen Maßnahmen lassen sich jedoch diese negativen Einflußfaktoren in ihren Auswirkungen minimieren:
- Durch Einbau von Leitblechen im Füller im geringen Abstand über der Matrizenoberfläche kann die Gewichtsbelastung der im Füller und im Zuführsystem befindlichen Massesäule verringert werden. Außerdem erhöht sich dadurch die Gleichmäßigkeit der Füllung und der Massestau am hinteren Matrizenende wird bei der Füllerrückbewegung reduziert.
- Bei Arbeiten mit kurzzeitig überhöhter Füllstellung wird eine leichte Vorverdichtung der Arbeitsmasse im Matrizenbereich erzielt. Die überschüssige Pressmasse wird bei Erreichung der Normalfüllstellung wieder vom Füllschuh auf genommen.
- Der Fülivorgang wird durch eine saugende Wirkung des Unterstempelsystems verbessert, die dadurch erzielt wird, dass sich der Füller bereits kurzzeitig nach dem Wegschieben des Formlings über der Füllöffnung befindet und entweder durch Aufwärtsbewegung der Matrize (Abzugsverfahren) oder durch Abzug des Unterstempelsystems (Ausstoßverfahren) bis zum Erreichen der Füllstellung die Massefüllung erfolgt.
- Ausschaltung des Füllschuhprinzips bei Vorhandensein einer Volumenvordosierung für jede Matrizenöffnung, wobei die Massezuführung möglichst gleichmäßig über ein mehrfaches Rohrsystem in den Matrizenraum erfolgen sollte. Die gleichmäßige Verteilung der Masse in der Matrize wird durch ein vorgefedertes Oberstempelsystem unterstützt.
- Vermeidung des Blaseffektes durch Absenken des Massespiegels kurz vor Eintauchen des Oberstempels in die Matrize. Besonders bei großflächigen Formlingen lassen sich damit erhebliche Masseverluste vermeiden. Die Masseabsenkung wird verfahrensabhängig entweder durch eine Matrizenüberhöhung oder durch eine Unterstempelabsenkung erzielt.
- Reduzierung der Pressenhubzahl auf eine verfahrenstechnisch vertretbare Größe, bei welcher ebenfalls die Verzögerung und Beschleunigung am Umkehrpunkt der Fülischuhbewegung nicht zur Granulatentmischung und zur Anreicherung von Grobkorn im vorderen Teil des Füllschuhs führt.
- Vermeidung von Mehrfachpresswerkzeugen für Formlinge mit hohen Anforderungen an Gewichts- und Maßtoleranzen.
- Die Masse des Formlings ist bei Einhaltung vorgegebener geometrischer Abmessungen die Bestimmungsgröße für die zu erreichende Dichte, wobei die an der Maschine meß- und tolerierbare Presskraft indirekt auch ein Maß dafür ist.
- Die über den Oberstempel der Presse erfassbare Gesamtpresskraft gibt allerdings keinen Aufschluss über
- eventl. Masseverteilungsunterschiede bei der Matrizenfüllung von Mehrfachpresswerkzeugen sowie
- die tatsächlich erforderliche Verdichtungskraft, weil die auftretende Kraft zur überwindung der Wandreibung (äußere Reibung) über die Oberstempelkraftmessung mit aufgenommen wird.
Die Messung der Presskraft erfolgt bei mechanischen Pressen entweder direkt über eine Erfassung der Formänderung eines in der Kraft-Wirkungslinie angeordneten Vergleichskörpers oder indirekt über die Druckmessung eines zwischengeordneten hydraulischen Polsters.
Letzteres dient bei den wegabhängig arbeitenden mechanischen Pressen gleichzeitig der Erreichung einer weicheren Pressweise. Bei Einsatz von hydraulischen Pressen ist der notwendige hydraulische Druck in den Presszylindern ein Maß für die aufzubringende Presskraft.
Unabhängig davon, ob eine Presse druck- oder wegabhängig betrieben wird, erfolgt stets bei jedem Pressenhub eine Kontrolle der auftretenden Presskraft und damit indirekt eine überwachung der erreichten Formlingsdichte.
Bei über- oder Unterschreitung des vorgeschriebenen Wertes wird eine Füllhöhenkorrektur vorgenommen, was bei modernen Pressautomaten bereits automatisch realisiert wird.
Während mit mechanischen Pressen durch Zwischenschalten eines hydraulischen Polsters in die Kraft-Wirkungslinie des Oberstempels u. a. eine Annäherung an die Wirkungsweise hydraulischer Pressen erreicht wird, garantiert die druckabhängige Fahrweise der hydraulischen Pressen die Einhaltung eines vorgeschriebenen spezifischen Pressdruckes bei Abweichung von den vorgegebenen Höhenmaßen, wenn eine über- oder Unterfüllung der Matrize mit Arbeitsmasse erfolgen sollte.
Moderne hydraulische Pressautomaten gestatten zum anderen aber ebenfalls eine mit mechanischen Pressen vergleichbare wegabhängige Pressweise, d h. dass hierbei die Höhenmaße des Formlings in vorgeschriebenen Toleranzen konstant gehalten werden und eine Veränderung der Dichte des Formlings bei Masse-über-oder Unterdosierung in Kauf genommen wird. Die Erfassung der Presskraft hat hierbei keine steuernde, sondern nur eine kontrollierende Funktion.
Ein Optimum in der Konstanthaltung benötigter Formlingsdichten kann erzielt werden, wenn sowohl die Füll- und Presswege eines unterteilten Stempelsystems als auch die sich einstellenden Presskräfte kontrolliert und auftretende Abweichungen vom Soll im automatischen Regelungsprozess der Füll- und Presswege kompensiert werden.
Zunehmend wird dabei eine automatische überwachung von Masse- und Längentoleranzen am gepressten Formling unmittelbar nach Beendigung des Pressvorganges in den regelungstechnischen Gesamtprozess mit einbezogen.
Mit der Vervollständigung des Systems der messtechnischen Erfassung und Verwertung von zeitabhängigen Füll- und Presswegen sowie der wirkenden Presskraft, bezogen auf das Oberstempel-, Unterstempel- und Matrizensystem als auch durch die zunehmende Einbeziehung und Umsetzung dieser Größen in den maschinenbezogenen Regelprozess wird die Voraussetzung geschaffen, zusammen mit geschwindigkeitsproportionalen Verdichtungsabläufen unterteilter Stempelsysteme zu gleichmäßigeren Dichteverteilungen für Forrnlinge mit kompliziertem Querschnittsprofil zu gelangen.
Moderne Methoden der Dichtebestimmung gestatten heute bereits eine exakte Wertangabe im Durchmesserbereich > 1,5 mm, so dass damit kritische Querschnittszonen genauestens untersucht und die Pressbewegungen den jeweiligen Erfordernissen angepasst werden können.
Diese Meßgeräte müssen unter Produktionsbedingungen einsetzbar sein und insbesondere für den Werkzeugeinrichtungsvorgang im Zusammenspiel mit der Presse optimale Einstellvoraussetzungen zur Erreichung einer hohen Teilequalität nach dem Brennprozess gewährleisten.
Die Entwicklung der Presstechnik in der Technischen Keramik muss den technischen Forderungen nach Einengung von Maß- und Gewichtstoleranzen bei Nachweis hoher Oberflächengüten am fertiggebrannten Erzeugnis Rechnung tragen und sichern, dass die Preßlingsendqualität ohne nachfolgende Schleif- oder Läppbearbeitung erreicht wird.
Obwohl insbesondere mit der mechanischen Trockenpresstechnik auf Grund der hohen Konstanz der Pressstellung betreffender kinematischer Systeme bereits derzeit eine relativ enge Presslingstoleranz im Grünlingszustand erzielt wird, so reicht doch in den meisten Fällen die Gleichmäßigkeit der Dichteverteilung nicht aus, unterschiedliche Brennschwindungen mit daraus folgenden Einschnürungen oder Verwerfungen und damit verbundenen gröberen Maß- und Formtoleranzen zu vermeiden.
Um entscheidende Verbesserungen der Presslingsqualität im gebrannten Zustand bei zunehmend komplizierterer Teileforrn nachzuweisen, ist eine konsequente Werkzeugunterteilung, entsprechend der Querschnittsprofilierunq, bei Gewährleistung proportionaler Füllbedingungen und proportionaler Pressgeschwindigkelten jeweiliger Maschinen-Stempelsysteme durchzusetzen.
Der damit verbundene höhere Aufwand zur differenzierten Ansteuerung mehrfach unterteilter Werkzeugsysteme soll sich dabei vorrangig als einmaliger Aufwand auf das Pressen- oder Grundadaptersystem beziehen und für unterschiedliche Erz eugnistypen Anwendung finden können.
Die Einhaltung von füllhöhenzugeordneten unterschiedlichen Pressstempelgeschwindigkeiten im konstanten proportionalen Verhältnis ist besonders in der Phase der Anfangsverdichtung zu beachten, wo es infolge der noch möglichen Fließfähigkeit des Granulates zu Masseverschiebungen in Richtung der Zonen mit geringerer Dichte kommen kann. Nach Erreichen von 40�. 50 % der Endpresskraft finden wegen der stark zunehmenden inneren und äußeren Reibung praktisch keine Masseumverteilungsvorgänge mehr statt und der Verdichtungsvorgang führt über elastische Verformungsvorgänge zur Agglomeratzerstörung und Kristallverformung der dann in Näherung konstanten Massesäulen.
Dichteunterschiede werden demnach im Anfangsstadium der Verdichtung verursacht und sie können unter der Voraussetzung einer gleichmäßigen Füllung nur vermieden werden, wenn die Pressbewegungen aller unterteilten Stempel gleichzeitig einsetzen und das füllhöhenproportionale Geschwindigkeitsverhältnis gewahrt wird.
Orientiert wird dabei vorrangig auf Einfachwerkzeuge, weil damit Qualitätsschwankungen infolge unterschiedlicher Füllbedingungen vermieden werden.
Diese pressen- und werkzeugseitige Entwicklung wird sich nicht notwendigerweise auf das gesamte Artikelsortiment der Technischen Keramik beziehen, sondern für ca. 60 - 70 % aller herzustellenden Presslinge wird die derzeit angewandte Presstechnik noch lange Zeit ihre Bedeutung behalten.
Dies trifft insbesondere für die mechanischen Pressprinzipien zu, bei denen die mechanisch- kinematischen Systeme auf der Grundlage einer ausreichenden Schüttdichteverteilung während des Fülivorganges die Presslingsendqualität bestimmen und weniger hochempfindliche Meß- und Regelelektronik die Konstanz der Pressstellung und damit die Konstanz der Teilehöhe beeinflusst.
1.4.Maschinentechnische Umsetzung verfahrenstechnischer Anforderungen der einachsigen Nass- und Trockenpresstechnik unter systematischem Aspekt
Die Wahl des Pressverfahrens wird zusammenfassend durch folgende erzeugnis- und verfahrensabhängige Faktoren mit zugeordneten Merkmalen bestimmt.
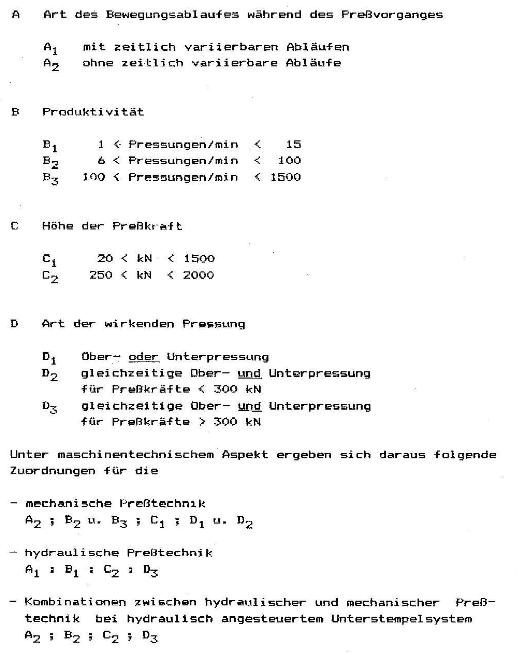
Vorgenannte Presstechniken lassen sich grundsätzlich mit mechanischen und hydraulischen Pressen oder Kombinationen zwischen beiden realisieren, wobei die Wahl des Maschinenprinzips durch folgende verfahrensabhängige Hauptgesichtspunkte mit zugeordneten Merkmalen bestimmt wird:
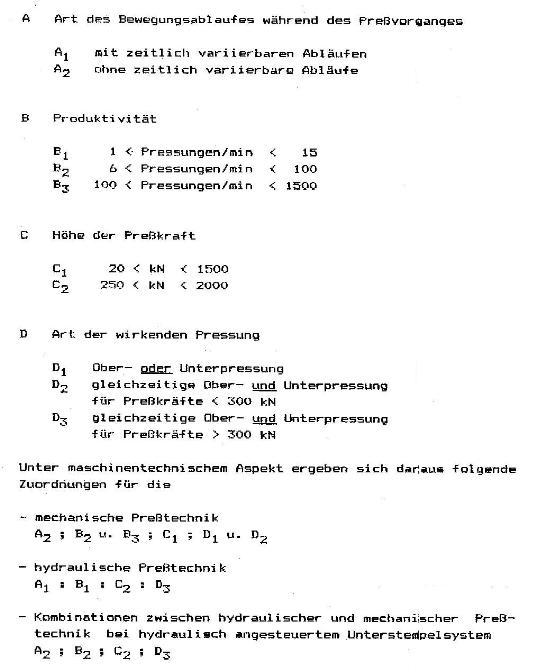
Sowohl mit mechanischen als auch mit hydraulischen Pressen oder Kombinationen zwischen beiden lässt sich wahlweise das Abzugs- oder Ausstossverfahren verwirklichen. Das wesentlichste Entscheidungskriterium dafür ist die wirkende Unterpressung, d. h dass in der Regel bei direkter Unterpressung mit bewegten Unterstempeln bei -feststehender Matrize das Ausstossverfahren und bei indirekter Unterpressung bei bewegter Matrize das Abzugsverfahren zur Anwendung kommt.
Die feststehende Matrize im Ausstossverfahren bietet dazu Vorteile für eine Automation der Teileabnahme.
In der Nasspresstechnik ist, bedingt durch die hohe Fließfähigkeit der Arbeitsmasse, meistens die einfache Oberpressung zur Verdichtung ausreichend. Die Verdichtungsabläufe sind erzeugnisspezifisch optimierbar, so dass in der größeren Zahl der Anwendungsfälle mechanische Kurvenautornaten gegenüber hydraulischen Pressen eingesetzt werden.
Letztere kommen vorzugsweise bei großflächigen Teilen mit kompliziertem Querschnittsprofil wahlweise nach dem Ausstoss -oder Abzugsverfahren zur Anwendung, wobei auch hier bei Wirken indirekter Unterpressung die dazu angesteuerte Matrize zum Freilegen des Formlings in die AbzugsstellUng durch das Unterstempel system der Presse gezogen wird.
Bei der modifizierten Druckfiltration wird dagegen zum derzeitigen Stand ausnahmslos auf hydraulische Pressen orientiert, obwohl nach [13] für bestimmte Erzeugnistypen die produktive Anwendung mechanischer Kurvenpressen nachgewiesen wurde.
Die in Druck und Zeit leicht variierbare hydraulische Presstechnik erfüllt erzeugnisabhängig optimal die verfahrenstechnischen Anforderungen des Filtrationsprolzesses, unabhängig davon, ob nach dem Abzugs- oder Ausstossverfahren gearbeitet wird. Das Arbeiten mit feststehender Matrize im Ausstossverfahren bietet Jedoch Vorteile bei der Anordnung der Magnetspulen.
Die Trockenpresstechnik mit mechanischen Pressen ist im Vergleich zur Nasspresstechnik gekennzeichnet durch eine größere Maschinenvielfalt.
Die Wahl des maschinentechnischen Konstruktionsprinzips für mechanische Pressen wird dabei bestimmt durch folgende übergeordnete Gesichtspunkte mit betreffenden Merkmalen:
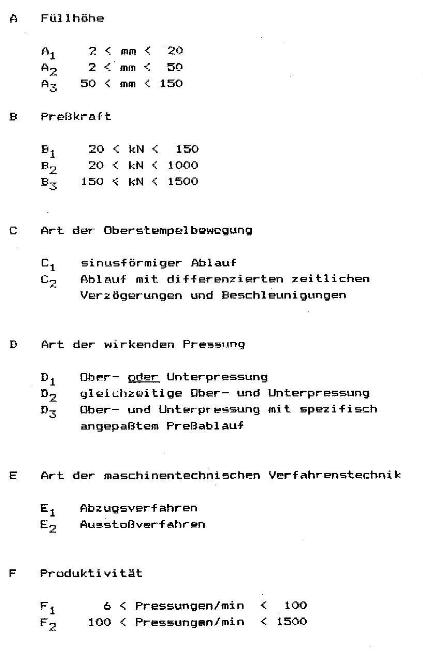
Die maschinentechnischen Konstruktionsprinzipien der mechanischen Presstechnik werden in der Zuordnung vorgenannter Merkmale folgendermaßen charakterisiert:
- Kurvenpressen unter ausschließlicher Verwendung von Scheibenkurven: A2 ; B1 ; C2 ; vorzugsweise D2 u. D3 (D1 realisierbar) ; vorzugsweise E2 (E1 realisierbar) ; F1
- Kurvenpressen unter Einsatz von Scheiben- und Mantelkurven in Form von Rundtischpressen: A1: B1; C2 D2; E2 ; F2
- Exzenterpressen mit einem über Kurven gesteuerten Unterstempelsystem : A2 u. A3 ; B2 ;C1; vorzugseise D1 (D2 realisierbar); vorzugsweise E1 (E2 realisierbar); F1
- Kniehebelpressen mit einem über Kurven gesteuerten Unterstempelsystem: A3; B 3 ; C2 vorzugsweise D1 (D2 realisierbar) ; vorzugsweise E1 (E2 realisierbar) ; F1
Während bei vorgenannten Wirkprinzipien die Anwendung des Abzugs- oder Ausstossverfahrens wiederum in Abhängigkeit der wirkenden direkten oder indirekten Unterpressung zu sehen ist, können prinzipiell alle Maschinenausführungen mit einem unterteilten Unterstempelsystem ausgerüstet werden, wenn bei Formlingen mit großen Ouerschnittsunterschieden eine hohe Gleichmäßigkeit in der Dichteverteilung erzielt werden soll. Hierfür würde sich jedoch u. U der maschinentechnische Aufwand um ein mehrfaches erhöhen.
Die maschinentechnischen Ausführungsvarianten vorgenannter Konstruktionsprinzipien der einachsigen mechanischen Trockenpresstechnik sind sehr vielgestaltig. Entscheidend dabei ist jedoch die zeitliche und geschwindigkeitsangapasste Zuordnung von Oberstempel, Unterstempel- und Matrizenbewegung, die in differenzierter Form den anstehenden erzeugnis- und ver-fahrenstechnischen Anforderungen gerecht werden müssen.
2. Konstruktionsprinzipien presstechnischer Haupt- und Hilfsbewegungen der mechanischen Trockenpresstechnik zur Verwirklichung verfahrensabhängiger Pressbewegungsabläufe
Das Pressergebnis wird unter der Voraussetzung einer gleichmäßigen proportionalen Masse-Füllung bestimmt durch funktionelle und zeitliche Zuordnungen der Bewegung der Unterstempel und der Matrize zur Bewegung des Oberstempels.
Die Oberstempelbewegung bildet dabei die Grundfunktion und die Matrizen- und Unterstempelbewegung sind die abhängigen und abgeleiteten Größen, die in einem bestimmten Verhältnis zur Obersternpelbewegung stehen und dadurch das Abzugs- oder Ausstossverfahren charakterisieren.
Dieser Zusammenhang wird bei mechanischen Pressen durch dynamisch -formschlüssig verbundene kinematische Systeme erreicht, die auch bei höheren Hubzahlen keine Abweichungen zum eingestellten Abhängigkeitsverhältnis zulassen.
Die verwendeten kinematischen Mechanismen gewährleisten eine hohe Wiederholgenauigkeit bei der Ausführung betreffender Bewegungen, so dass in der Regel bei Kontrolle der auftretenden Presskraft eine in Näherung gleiche Formlingshöhe gesichert ist.
2.1. Prinzipien zur Erzeugung der Oberstempelbewegung
Die mit mechanischen Pressen realisierbaren Hubzahlen erfordern kinematische Systeme, die bei hohen Geschwindigkeits- und Beschleunigungs bzw. Verzögerungssabläufen eine stoss- und ruck-freie Bewegung des Oberstempels gewährleisten.
Während rein exzentrische Antriebe keine Abweichungen vom annähernden sinus-förmigen Bewegungsablauf zulassen, sind mit Kurven- und Kniehebelgetrieben spezifische Bewegungsanpassungen durch gezielte Dimensionierung geometrischer Parameter der übertragungssysteme möglich.
Letzteres bezieht sich in der Pressbewegungsoptimierung insbesondere auf die Pressstellung, bei welcher sich durch eine verringerte Geschwindigkeit des Oberstempels im Bereich der Endverdichtung mit zunehmendem spezifischen Pressdruck qualitative Vorteile dadurch ableiten, dass für das Entweichen eingeschlossener Luft ein größerer Zeitanteil zur Verfügung steht.
Gleiches trifft im Prinzip zu für einen langsameren Entlastungsvorgang.
Einmal festgelegte geometrische Abmessungen für das Antriebssystem gewährleisten stets einen konstanten Bewegungsablauf für den Oberstempel mit einem in der Regel konstanten Hub desselben, wobei für Veränderungen der Formlingshöhe und des spezifischen Pressdruckes bei konstantem Fülivolumen Systeme zur Verlagerung der gleichbleibenden Hubgröße der Oberstempelbewegung bei allen Antriebssystemen erforderlich sind.
2.1.1. Kurvengetriebe
Prinzipiell wird nach der Art der Oberstempelbewegung zwischen Haupt- oder Pressbewegungen und Hilfsbewegungen unterschieden, wobei erstere sich auf den eigentlichen Pressweg in der Matrize und letztere sich auf die Hub- und Senkbewegungen von bzw. bis zur Matrizenoberkante beziehen.
In der funktionellen Zuordnung der Kraft- und Bewegungsübertragungselemente ergibt sich dabei folgender Zusammenhang:
Pressbewegungen Hilfsbewegungen
Während Scheibenkurven bei mittiger Anordnung des Rollenhebels bzw. -stössels in der Lage sind, größere Kräfte zu übertragen, dienen Mantelkurven bei außermittigem Kraftangriffspunkt der Kurvenrolle vorwiegend der Verwirklichung von Hub- und Senkbewegungen der Oberstempel bei Rundtischpressen. Die dabei auftretenden Kräfte sind im Vergleich zu den Pressbewegungen mittels Scheibenkurven zwar geringer, jedoch können auch hierbei in Abhängigkeit von der Drehzahl des Rundtisches relativ hohe Massenkräfte auftreten, die durch große Beschleunigungs- und Verzögerungswerte verursacht werden.
Bedingt durch den außermittigen und einseitigen Kraftangriff besteht andererseits die Gefahr von Verkantungen, was sich zu Beginn der Bewegung bei überwindung der Haftreibung besonders negativ auswirkt und nur durch eine genügend große Führungslänge für den Oberstempelhalter kompensiert werden kann.
2.1.1.1. Konstruktive Auslegung von Scheibenkurven
Berechnung
In Abhängigkeit verfahrenstechnischer Pressbewegungen zum Trocken- oder Nasspressverfahren werden Kurvengetriebe als übertragunqsgetriebe für eine zu verwirklichende Bewegungsaufgabe konstruiert, die alle notwendigen Bewegungen des Abtriebsgliedes einschließlich zu realisierender Stillstände und Umkehrpunkte beinhalten.
Bei einem gleichmäßigen Antrieb mit konstanter Drehzahl und damit konstanter Antriebswinkelgeschwindigkeit ist die Antriebswinkelbeschleunigung α0= 0, so dass für den Antriebswinkel gilt:
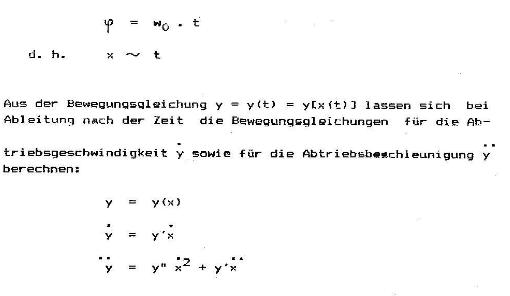
Die Bewegungsgleichungen sind dabei so zu wählen, dass theoretisch ein stoss- und ruckfreier Lauf des Getriebes erreicht wird.
Knicke im Weg-Zeit-Diagramm führen zu Geschwindigkeitssprüngen im Geschwindigkeits-Zeit-Diagramm, was sich in Form von Stössen äußert und Knicke im Geschwindigkeits-Zeit-Diagramrn führen zu Beschleunigungssprüngen im Beschleunigungs-Zeit-Diagramm, was mit ruckartigen Bewegungen verbunden ist.
Prinzipieller Bewegungsablauf:
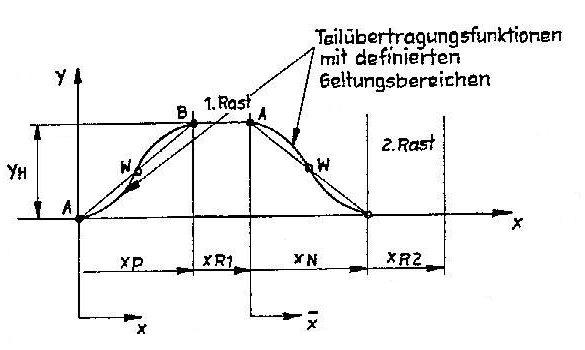
Für symmetrische übertragungsfunktionen gemäß Bild 31 gelten nach (25] folgende Beziehungen:
- Gleichlaufabschnitt: y = y(x) = yh * f(x/xp)
- Gegenlaufabschnitt: y = y(x) = yh [1-f(x/xn)]
In der Praxis wird bei der Wahl des Bewegungsgesetzes aus Gründen der Sicherung einer ruck- und stossfreien Bewegung mit hoher Qualität meist auf die höhere Sinoide nach Bestehorn zurückgegriffen, die folgende normierte übertragungsfunktion aufweist.
f(z) = z - 1/π * sin (2 π z)
Diese Bewegungsfunktion ist für höhere Drehzahlen geeignet und neigt weniger zur Schwingungserregung im Abtriebssystem.
Bei der Wahl des Bewegungsgesetzes in Abhängigkeit verfahrenstechnischer Erfordernisse sind folgende alllgemeine Grundsätze zu beachten (26]:
- Rastzeiten sind möglichst gering zu halten, um einen größeren Zeitanteil für die Bewegungsvorgänge des Abtriebsgliedes zu erhalten. Die Beschleunigungen und damit auch die Massenkräfte können dann auf ein Mindestmaß gesenkt werden.
- Die größte Arbeitskraft sollte nicht mit der höchsten Massenkraft zusammenfallen.
- Knicke im Weg- und Geschwindigkeitsdiagramm sind unbedingt zu vermeiden.
- Der minmale übertragungswinkel � min darf nicht unterschritten werden.
Im Bezug auf Bild 32 gilt:
- � min >/= 45� bei langsamlaufenden Kurvengetrieben mit Rollenhebel bei einer Antriebsdrehzahl < 30 min-1
- � min > /= 60� bei Kurvengetrieben mit Rollenstössel und bei schnellaufenden Kurvengetrieben mit einer Antriebsdrehzahl > 30 min-1
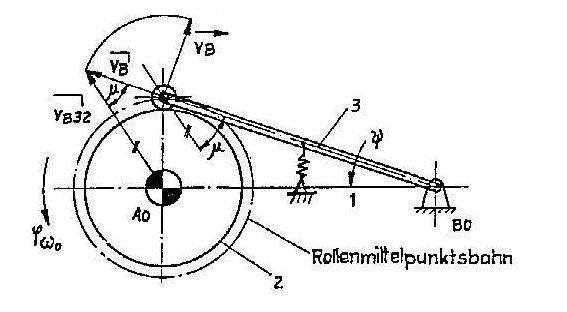
Der übertragungswinkel charakterisiert die Güte der Kraftübertragung und berücksichtigt die statischen Kräfte. Infolge seiner Größenänderung während der Bewegung wird er auch als Bewertungsmaßstab für die dynamischen Laufeigenschaften eines Scheibenkurvengetriebe neben der Beurteilung des Geschwindigkeits-und Beschleunigungsverhaltens mit herangezogen.
Die beste übertragung der Kräfte ergibt sich für � = 90�. Mit kleinerem Winkel � verringert sich der Kraftanteil für die Abtriebsbewegung und die Kraftaufnahme der Getriebeglieder wird größer.
- Um an der Kurve Spitzenbildungen zu vermeiden, muss der Rollenradius R kleiner als der kleinste Krümmungsradius der Rollenmittelpunktsbahn sein.
R < φ0 min
(praktisch gut: R <= 0,7 φ min
Grundlegende Ausführungen für die Konstruktion von Scheiben und Mantelkurven sind aus (26) und (27) ersichtlich.
Beispiele der konstruktiven Gestaltung: 1. Erzeugung der Oberstempelbewegung durch einen Kurven-Oberantrieb nach Bild 33
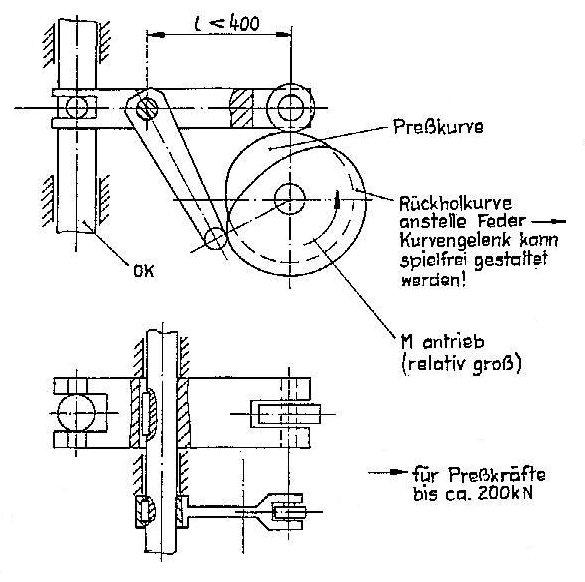
Vorteile:
- direkte Kraftübertragung, wenn Antriebssystem aufder Kurvenwelle angeordnet ist (Für Preßkräfte bis ca. 500 kN kann mit Zusatzhebel und und Unterstützungsnocken bei verlängertem übertragungshebel zur Erzeugung der Maximalpresskraft in Pressstellung gearbeitet werden.)
- Minimierung von Bewegungsspielen
Nachteile:
- Kopflastigkeit der Presse
- ungünstigere Montageverhältnisse
2. Kurven-Unterantrieb für Oberkolben-Bewegung gemäß Bild 34
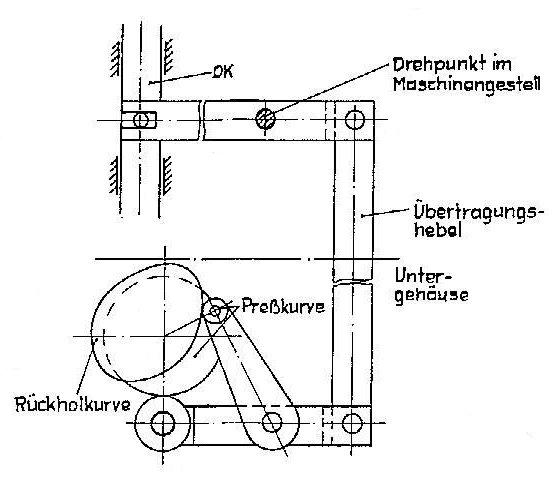
Das Pressprinzip ist geeignet für Presskräfte bis max.150 kN!
Vorteile
- gute Zugänglichkeit zum Kurvensystem durch Anordnunq im Untergehäuse
- Ausbildung eines kompakten Untergehäuses durch untenliegendes Antriebssystem,d. h. tiefe Schwerpunktlage
- Zwangsführung für den Oberkolben durch Einsatz einer mechanischen Rückholkurve
Nachteile:
- langer Kraftübertragungsweg mit größeren Spielmöglichkeiten
- steife Ausbildung des Hebelübertragungssystems erforderlich,d. h. materialaufwendige Bauweise!
3. Direkte Kurvenwirkung nach dem Stösselprinzip bei Rundtischpressen
Die Erzeugung der Pressbewegung bei Rundtischpressen erfolgt hauptantriebsseitig durch die Drehung des Rundtisches, wobei die federnd beaufschlagten Pressrollen durch das Einlaufen der Stempelhalter nach außen gedrückt werden (Bild 35). Die in kreisrunder Form ausgebildeten Scheibenkurven wirken zum Zeitpunkt der auftretenden Maximalkraft mittig auf die jeweiligen im Rundtisch geführten Oberstempelhalter, auch wenn dieselben im Ein- und Auslaufbereich einen Kreisbogen in Abhängigkeit vom Durchmesser des Rundtisches beschreiben, wodurch zusätzliche Reib- Querkräfte auftreten.
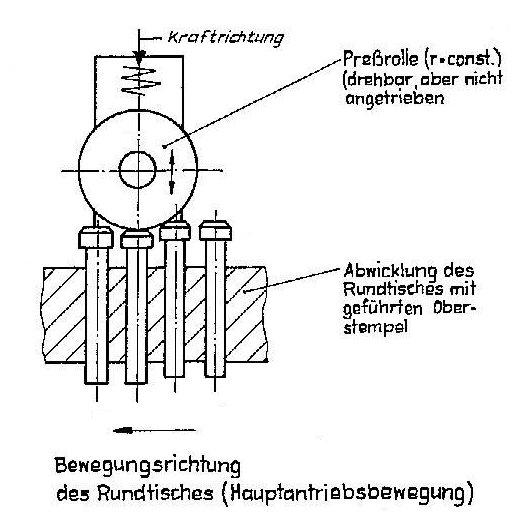
Die kräfteseitige Beanspruchung im Pressbereich erfordert exakte und genügend lange Führungen der Stempelhalter im Rundtisch, bei Einhaltung eines Längen-Durchmesser-Verhältnisses von
1/d - > 5!
Zum anderen sind bei Presslingsformen, die von der Kreisform abweichen, spielfreie Verdrehsicherungen der Stempelhalter vorgesehen, die ein kantenreines Eintauchen der Oberstempel in die zugeordneten Matrizen gewährleisten.
Um den Durchmesser der Pressrollen bei vertretbarem maximalen Anlaufwinkel in beherrschbaren Grenzen zu halten, wird der Pressweg zweistufig durch eine Vorpress- und eine Hauptpressrolle realisiert. Trotzdem bleibt der verwirklichbare Pressweg begrenzt und liegt, bezogen auf die Oberstempelbewegung, unter 10 mm.
Die auftretenden Reib-Querkräfte beim Durchzug durch die Pressrollen erlauben zum anderen nicht, die Presskräfte auf Werte > 200 kN zu steigern.
Die kreisrunde Form der Pressrolle ist des weiteren mit dem Nachteil verbunden, daß der Pressweg nicht sinoidisch beginnt, so dass aus den Gründen der Vermeidung von Stössen und Rucken in der Vertikalbewegung in Abhängigkeit vom zu realisierenden Pressweg ebenfalls Geschwindigkeitsbegrenzungen gegeben sind.
2.1.1.2. Mantelkurven zur Erzeugung der Oberstempel-Hilfsbewegung
Mantelkurven werden ausschließlich bei Rundtischpressen zur Führung der Oberstempel außerhalb des Pressbereiches eingesetzt (Bild 36).
Sinoidische Abläufe für Hub- und Senkbewegungen gewährleisten dabei stoss- und ruckfreie Bewegungen, wobei die möglichen übertragungskräfte, bedingt durch die außermittigen übertragungsrollen, begrenzt sind.
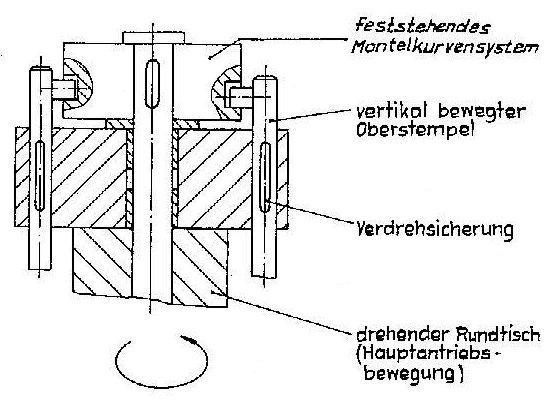
Zur Berechnung und Dimensionierung von Mantelkurven werden in [25), (26) und [27] die erforderlichen konstruktiven Hinweise gegeben.
2.1.2. Exzentergetriebe
Der in Näherung sinusförmige Bewegungsablauf des Exzentergetriebes kommt weitgehendst den presstechnischen Erfordernissen für die Oberstempelbewegung entgegen und gewährleistet auch bei höheren Hubzahlen bis zu 100 Hub/min infolge eines kinematischen Formschlusses eine stoss- und ruckfreie Bewegung.
Die als gestörte harmonische Schwingung ablaufende Oberstempelbewegung (28) sichert besonders für flache Presslinge eine verzögerte Bewegung vor und nach Erreichen der Presstellung, was mit einem relativ weichen Anpressen und einer verlangsamten Druckentlastung verbunden ist (Bild 37).
In Abhängigkeit von der konstruktiven Auslegung des Exzenters können außerdem große Kräfte übertragen werden, so dass, auch aus Gründen einer vereinfachten Fertigung, diese Antriebsart zunehmend Anwendung findet. Besonders im Bereich kleiner Kurbeldrehwinkel sind mechanische Exzenterpressen leicht überlastbar. Eine presslingsspezifische Anpassung des Bewegungsablaufes lässt sich allerdings nicht verwirklichen.
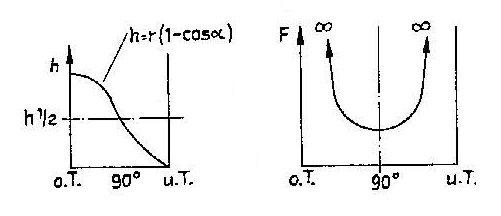
Zur Dimensionierung von Exzentergetrieben werden in (29 ) betreffende Berechnungsgrundlagen aufgezeigt.
Das in der konstruktiven Ausführung nach Bild 38 an der Kurbelwelle aufzubringende Drehmoment Mk muss dem Moment der am Stössel durch den Verformungsvorgang auftretenden Reaktionskraft FAB das Gleichgewicht halten [30].
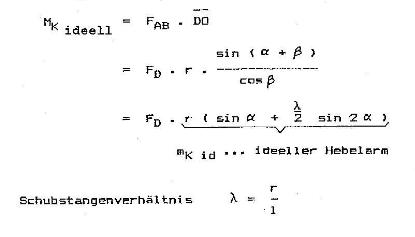
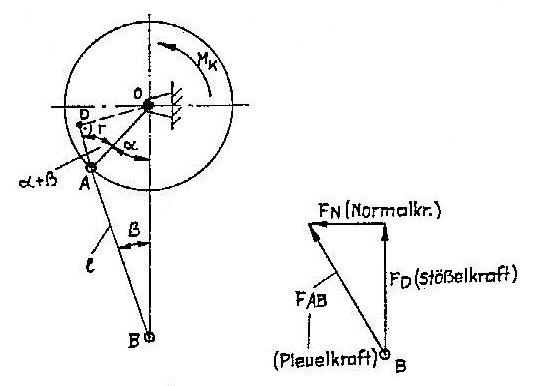
Das tatsächliche Kurbeldrehmoment leitet sich als Summe aus der Beziehung
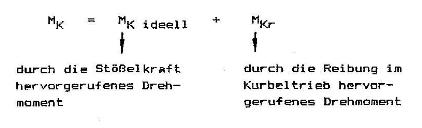
ab.
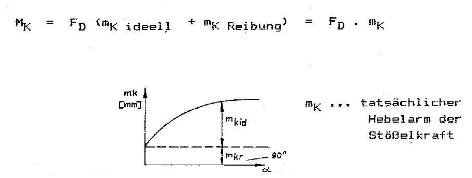
Der Einfluß der Reibung auf die Größe des erforderlichen Drehmomentes ist in der Höhe des unteren Totpunktes besonders groß.
Um mk berechnen zu können, müssen sowohl die Lagerkräfte als auch die Abmessungen der Gelenke einschließlich des Zapfens des Kurbeltriebes bekannt sein. Ausführungsbeispiele dazu werden bei [30] gegeben.
Nach [31] ergibt sich für untenliegende Exzentergetriebe mit Zugpleuel für
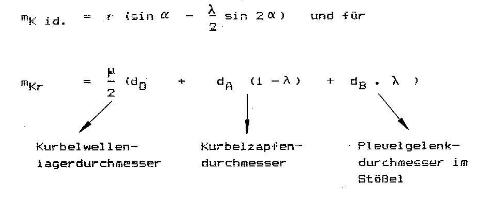
ein geringerer Wert als bei Getrieben mit Druckpleuel.
Letzteres ist der Grund dafür, dass insbesondere für schnelllaufende mechanische Exzenterpressen der Unterantrieb vorzugsweise Anwendung findet, weil damit das Antriebssystem kleiner dimensioniert werden kann.
Vergleiche dazu die Prinziplösung eines doppelten Exzenter-Unterantriebes nach Bild 40.
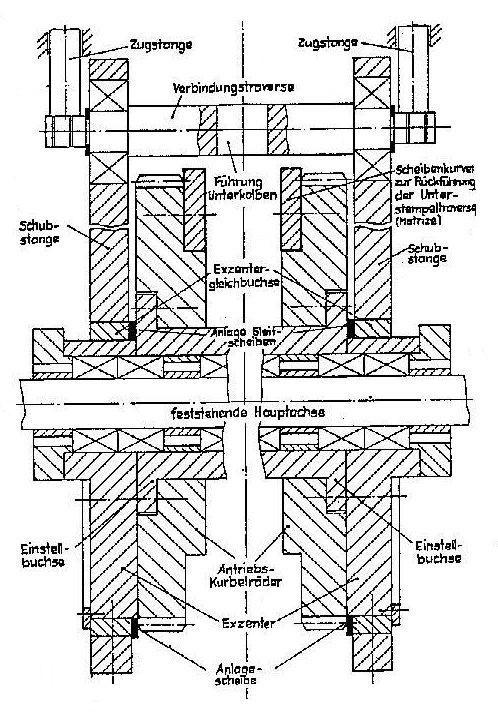
Eine Verkleinerung des Antriebes ist zum anderen durch den Einbau eines Schwungrades als Energiespeichersvstem erreichbar.
Während des Pressvorganges bleibt das Schwungrad mit dem Antriebsmotor gekuppelt und gibt bei Drehzahlabfall in der Lastphase eine bestimmte Energie an das Antriebssystem ab, wodurch Ungleichförmigkeiten der Drehbewegung verringert werden und der Motor gleichmäßiger belastet wird.
Selbst kurzzeitige überlastungen führen infolge des Schwungradantriebes nicht zum Ausfall des Motors.
Unter Berücksichtigung der jeweiligen Motorkennlinie wird das Schwungrad nach der erforderlichen Arbeit in der Lastphase ausgelegt, während der Motor nach der durchschnittlichen Leistung dimensioniert wird. [31]
ALast ges. = ANutz + AFeder + AReib/Last
Diese Gesamtarbeit muss in der Umformzeit abgegeben werden.
Der Drehzahlabfall des Schwungrades ist während der Lastphase um so größer, je kleiner das Trägheitsmoment mDT� des Schwungrades ist. [32]
Die vom Schwungrad aufzubringende Arbeit ergibt sich hierbei als Differenz der Gesamtarbeit unter Last zur Motorarbeit:
ASchwungrad = ALast ges. - AMotor
Für schneidende und umformende Pressen der Metallver- und bearbeitung werden in [33,34] grundsätzliche Berechnungshinweise gegeben, die zur Optimierung des Motor-Schwungradantriebes grundsätzlich auch auf mechanische Pulverpressen im Einzelhubbetrieb übertragbar sind.
Sowohl zur bauseitigen Minimierung als auch zur Reduzierung notwendig zu installierender elektrischer Leistungen werden mechanische Pressautomaten für Presskräfte > 100 kN in der Regel mit Schwungradantrieben ausgestattet.
Hubverstellung und -verlagerung
Im Gegensatz zu Exzenterpressen der Metallumformung bzw. -verarbeitung, bei denen aus Gründen der Erreichung maximaler Hubzahlen dem jeweiligen Werkstück angepasste Hubverstellungen üblich sind [29], wird bei mechanischen Pressen zur Pulververdichtung ausschließlich das Prinzip der Hubverlagerung verwirklicht.
Die Grenzen einer Hubzahlerhöhung mit mechanischen Pressen in der Technischen Keramik sind nicht ursächlich auf verwendete kinematische Prinzipien zurückzuführen; sondern sie leiten sich aus verfahrenstechnischen Einflußgrößen wie
- physikalisch-chemische Eigenschaften der Pressmasse
- Rieselfähigkeit des Granulats
- Erzeugnisform
- Füllprinzip
ab.
Bedingt durch die Einbauhöhen betreffender Füllersysteme ist pressentypabhängig stets der gesamte Oberstempelhub erforderlich, um zum einen unterschiedliche Füllweisen realisieren zu können und um zum anderen verfahrens- und pulverabhängig notwendige Masse-Füllzeiten in ausreichendem Maße in den pressechnischen Gesamtzyklus mit einbinden zu können.
Während der Auf wärtsbewegung des Oberstempels wird der Füllschuh zum Teileabschieben bereits nach vorn geführt, so dass nach der Entlastungsphase ein relativ schneller Rückhub des Oberstempels notwendig ist, der zum anderen zur Gewährleistung eines gleichmäßigen Füllprozesses eine bestimmte Mindesthöhe haben muss.
Außerdem wird die Möglichkeit der Hubverlagerung dazu benutzt, um eine werkzeugangepasste Pressstellungskorrektur zur Teilehöhenveränderung durchführen zu können.
In Abhängigkeit der Exzenterausführung werden zwei Systeme der Hubverl agerung unterschieden:
1. Bei zweiseitig wirkenden und außen angeordneten Exzentern wird das Prinzip von Spindel und Spindelmutter verwirklicht. (Bild 41)
Entweder wird dabei der in der Obertraverse mittig angeordnete Oberstempel direkt durch Verdrehung axial in seiner Stellung verändert oder ein der Obertraverse nachgeordneter Pressenbär auf- oder abwärts bewegt.
Die Gewindespindel muss in jedem Fall die auftretende Presskraft übertragen.
Eine Höhenveränderung der Obertraverse bei Wegfall des Pressenbärs wird von der Firma Dorst/Kochel a. See dadurch erzielt, dass an den beiden vorhandenen Zugstangen der Presse gleichzeitig angetriebene Spindelmuttern eingesetzt werden, wodurch die Verstellung des Oberstempels entfällt.
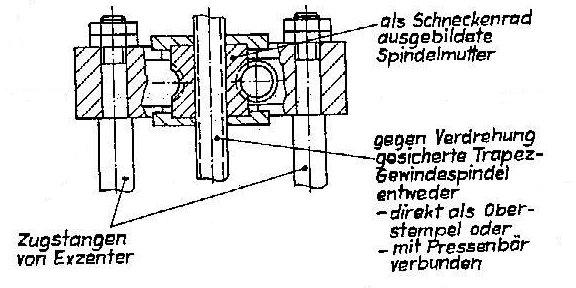
2. Bei einseitig wirkendem und mittig angeordnetem Exzenter wird durch Verstellung einer zusätzlichen Exzenterbuchse die Hubverlagerung erreicht. (Bild 42)
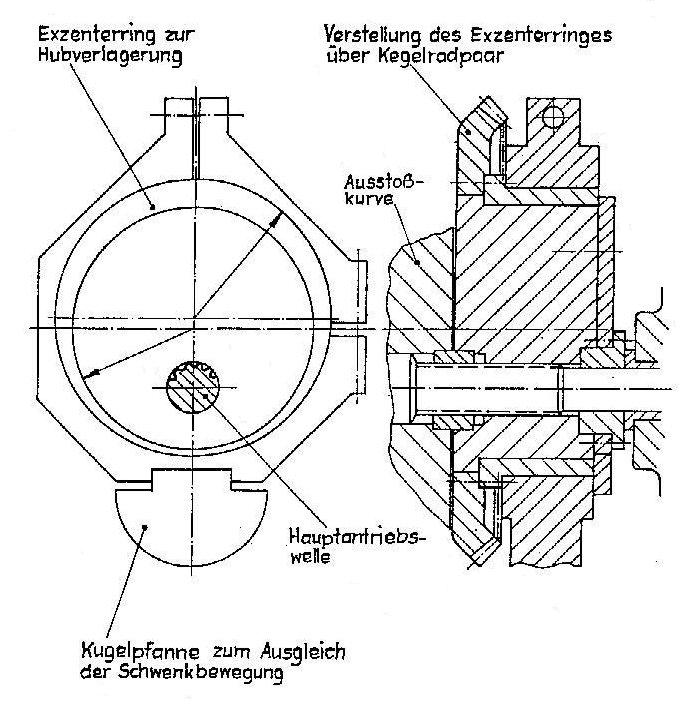
2.1.3. Kniehebelgetriebe
Im Vergleich zu Exzentergetrieben zeichnen sich Kniehebelgetriebe durch folgende Vorteile aus:
- Verwirklichung eines sehr großen Kraftübersetzungsverhältnisses, wobei die am Oberstempel wirkende Kraft begrenzt wird durch die Festigkeit der Kurbelwelle bzw. der Zahnräder des Antriebssystems, welche nur ein bestimmtes Drehmoment zulassen.
(Theoretisch kann mit einer endlich großen Antriebskraft eine unendlich große Abtriebskraft erzielt werden.)
- In der Nähe des unteren Totpunktes steigt die übertragbare Kraft schneller an, als bei Exzenter- bzw. Schubkurbelgetrieben. (Bild 43) Sie eignen sich deshalb besonders für Pressverfahren, bei denen die größten übertragungskräfte am Hubende erforderlich sind.
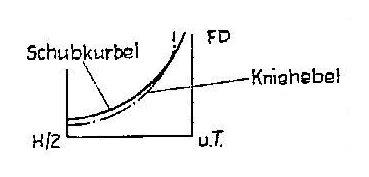
- Im Gegensatz zu Exzentergetrieben sind mit Kniehebelgetri eben unterschiedliche Vorlauf- und Rücklaufgeschwindigkelten realisierbar, d.h. es lassen sich durch die geeignete Wahl der geometrischen Abmessungen der Koppelglieder spezifische Anpassungen an den Pressvorgang erreichen.
- Im Vergleich zu Schubkurbeltrieben erfolgt im letzten Abschnitt vor Erreichen des Totpunktes die Bewegungs- und damit Kraftübertragung wesentlich langsamer. Gleiches gilt auch für die Druckentspannung unmittelbar nach dem unteren Totpunkt.
- Die in der Strecklage am Abtrieb auftretenden Kräfte zeigen keine Rückwirkungen auf das Antriebssystem, weil der Kniehebel Kräfte und Bewegungen vom Abtrieb zum Antrieb sperrt.[35)
- Durch entsprechende geometrische Abmessungen der Koppelglieder lässt sich ein überdrücken der Strecklage erreichen, wodurch während des Rückwärtshubes eine Nachverdichtungrealisiert werden kann. Die dabei eingetretene Zwischenentspannung erweist sich vorteilhaft bei komplizierten Presslingsformen.
- Zum Lösen des Kniehebels aus seiner Strecklage sind bei Vernachlässigung der Reibung und Massenkräfte keine zusätzlichen Kräfte erforderlich.
- Infolge der Sperrwirkung des Kniehebelsystems lassen sich die geometrischen Abmessungen der vorgeschalteten Getriebeglieder Kurbelwelle und übertragungszahnräder gering halten. Die Größe des Sperrbereiches wird dabei im Wesentlichen durch die Reibungsverhältnisse bestimmt. [35]
Nachteilig dagegen sind zum einen der relativ hohe Fertigungsaufwand und zum anderen die erforderlichen großen Einbauverhältnisse.
Unter Bezug auf [36] werden von [37] bei gegebenem Hub H und für ein gewünschtes Geschwindigkeitsverhältnis K Gleichungen zur Berechnung der geometrischen Abmessungen des Kniehebeltriebes genannt.
Die Berechnung des Kraftverlaufes ist wegen der komplizierten trigonometrischen Winkelbeziehungen schwierig und aufwendig, so dass von [29] und [36] auf die punktweise graphische Ermittlung der Stösselikraft verwiesen wird, was in den meisten Fällen zur konstruktiven Auslegung auch ausreichend ist.
Eine Optimierung des Kniehebeltriebes lässt sich nach [38] unter Berücksichtigung verfahrenstechnischer Geschwindigkeits - und Beschleunigungserfordernisse günstig rechnergestützt durchführen. Dabei ist es möglich, bei vorgegebener Endpresskraft und Antriebsdrehzahl die geometrischen Abmessungen zu variieren und stellungsabhängig -für jeden Gelenkpunkt die zuordenbaren Kräfte, Geschwindigkeiten und Beschleunigungen zu bestimmen.
Ausgehend von den Möglichkeiten der Geschwindigkeitsanpassung für den Vor- und Rückhub sowie des gerade für die Pulververdichtung günstigen Presskraftverlaufes erscheint die Anwendung eines doppelseitigen Kniehebelantriebes bereits für Presskräfte > 150 kN sinnvoll, auch wenn dabei ein höherer fertigungstechnischer Aufwand in Kauf genommen werden muss.
Aus Gründen einer günstigeren konstruktiven Anordnung wird im Zusammenhang mit der Gestaltung des Schwungradantriebes in der Regel der Kniehebel als Doppelsystem im unteren Pressengehäuse gelagert und die Vertikalbewegung über Zugstangen zur Obertraverse geleitet.
Dabei wird die als Längsführung gestaltete Untertraverse des doppelseitigen Kniehebelsystems neben der Erzeugung der Presskraft gleichzeitig zur Verwirklichung der zwangsläufigen Matrizenbewegung bis zur Presstellung nach dem Abzugsverfahren genutzt.
Zur Vermeidung von Drehbewegungsungleichförmigkeiten sowie zur Erreichung gleichmäßigerer Motorbelastungen werden Kniehebelantriebe nahezu ausnahmslos in Verbindung mit Schwungradantri eben ausgeführt.
2.2. Prinzipien der Erzeugung der Unterstempelbewegung
Die maschinenseitige Zuordnung der Unterstempelbewegung zur Matrize bzw. direkt zum Unterstempel des Werkzeuges bestimmt das Abzugsverfahren oder das Ausstossverfahren.
Als abgeleitete und abhängige Größe zur Oberstempelbewegung wird die Unterstempelbewegung dabei entweder als reine Kurvensteuerung realisiert oder in der Kombination Kurven-Schub-kurbelgetriebe verwirklicht.
Zur Erreichung unterschiedlicher erzeugnis- und verfahrensspezifischer Bewegungen ist dazu eine Veränderbarkeit für Füllstellung und Abzugs- oder Ausstossstellung mit hoher Reproduzierbarkeit zu sichern.
Darüber hinaus haben geeignete Unterstützungssysteme bei Aufnahme der wirkenden Gegenkräfte die Genauigkeit der durch das kinematische System festgelegten Pressstellung sowohl im Matrizenabzugs- als auch Ausstossverfahren zu gewährleisten. Der Grad des auftretenden Verschleisses zwischen den kraftübetragenden Elementen in Pressstellung ist hierbei ein Maß für die Standzeit der Presse.
Analog zum Oberstempelsystem wird auch bei der Unterstempelbewegung zwischen Haupt- und Hilfsbewegungen unterschieden, wobei erstere sich auf die Verwirklichung des eigentlichen Pressvorganges beziehen.
Presstechnische Hauptbewegungen werden mittels des Unterstempels direkt nur im Ausstossverfahren über Kurvengetriebe ausgeführt, obwohl prinzipiell sich ebenfalls der Abzug der Matrize in zwangsgesteuerter Form bis zur Pressstellung mittels Kurven realisieren ließe.
In der Regel erfolgt jedoch die Zwangsmitnahme der Matrize bis in Pressstellung nach dem Matrizenabzugsverfahren über eine von der Oberstempelbewegung direkt betätigte Traverse gegen das Federsystem des Unterstempels, d. h. daß keine Kraft- und Bewegungsübertragung zur Erzeugung einer presstechnischen Hauptbewegung über das Unterstempelsystem vorgenommen wird.
Alle anderen Bewegungen des Unterstempels zur Erreichung der Füll-, Abzugs- und Ausstossstellung sind notwendige Hilfsbewegungen, die entweder direkt oder auch indirekt erzeugt werden, aber in jedem Fall als abhängige Größen in direkter verf ahrenstechnischer Zuordnung zur Obersteinpelbewegung stehen.
Folgende verfahrenstechnische Zuordnungen zur Unterstempelbewegung nicht unterteilter Systeme sind prinzipiell möglich:
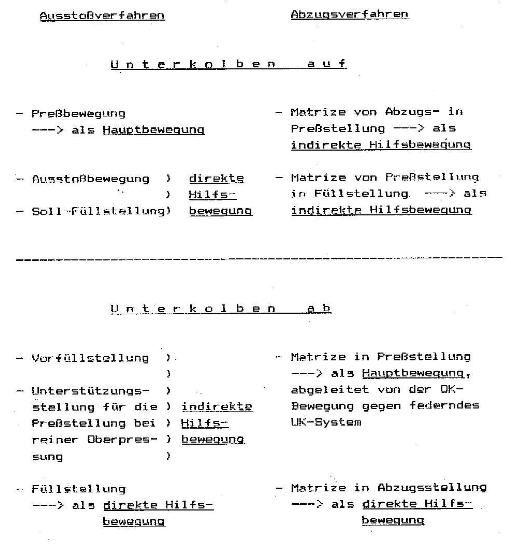
Vorgenannte Zusammenstellung verdeutlicht, dass Hilfsbewegungen indirekt nur umgesetzt werden können für Bewegungen bei geringen Gegenkräften, die beim Fahren in die Füllstellung hauptsächlich durch die Reibungsverhältnisse zwischen Unterstempel und Matrize bestimmt werden.
Presstechnische Hauptbewegungen sowie Abzugs- bzw. Ausstossbewegungen sind dagegen nur mit formschlüssigen Kurvengetrieben umsetzbar.
2.2.1. Kurvengetriebe für verfahrensspezifische Haupt- und Hilfsbewegungen
Mit Kurvengetrieben wird bei Gewährleistung einer notwendigen wegmäßigen Verstellbarkeit erreicht, dass eine im mittleren Kraftbereich bis maximal 500 kN liegende Bewegungsübertragung über den Unterstempel sowohl beim Aufwärts- als auch beim Abwärtshub ausgeführt werden kann.
Damit sind prinzipiell die Voraussetzungen zur Durchführung des Abzugs- und Ausstossverfahrens gegeben, auch wenn in der Praxis aus Gründen der vorteilhaft anzuwendenden gleichzeitigen 2-Seiten-Pressung vorzugsweise nach dem Ausstossverfahren mit reinen Kurvenpressen gearbeitet wird.
Dies bedeutet außerdem, daß sich sowohl Haupt- als auch Hilfsbewegungen mit Kurvengetrieben realisieren lassen.Dabei ist zu berücksichtigen, dass u. U. im maximalen Fall die Ausstosskraft des Unterstempels bzw. die Abzugskraft der Matrize in Abhängigkeit von den Eigenschaften des verpressten Materials, der Art der verwendeten Gleitstoffe sowie des Verschleissgrades des Werkzeuges ca. 60 % der Presskraft betragen kann.
Mit der wegrnäßigen Verstellbarkeit von Füll- und Abzugs- bzw. Ausstosshöhen lassen sich allerdings bei gleicher Hubzahl nicht den jeweiligen Bewegungen zugeordnete Geschwindigkeiten verändern, da die Steigungsverhältnisse von Scheiben- und Mantelkurven konstant sind. Bei einer notwendigen Verstellung von Hubhöhen führt dieses zwangsläufig zu einem zeitlichen Versatz des Einsetzens der jeweiligen Unterstempelbewegung, was sich nachteilig auf den Gesamtbewegungszyklus auswirkt. (Bild 44)
So kann z. B. wegmäßig die mechanische Oberstempelvorfederung nicht mehr ausreichen, den gepressten Artikel unter Auflast zu entformen, wenn der Oberstempel bereits zu weit zurückgezogen wurde, bevor die Abzugsbewegung der Matrize einsetzt.
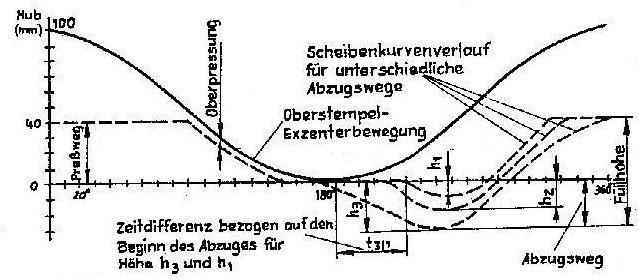
In der Bewegung des Unterstempels wird des Weiteren unterschieden zwischen formschlüssiger oder direkt angesteuerter Bewegung und zwischen kraftschlüssiger oder indirekt angesteuerter Bewegung.
Während im ersteren Fall der Unterstempel mit der Kurve oder einem zwischengeschalteten übertragungsglied direkt in Verbindung steht, erfolgt im Kraftschluss die Einleitung der Bewegung über ein mechanisches, hydraulisches oder pneumatisches Federsystem.
Dieses Prinzip der Bewegungseinleitung wird nach dem Matrizenabzugsverfahren ausschließlich für die Hilfsbewegung �Fahren in die Füllstellung� angewandt, wobei die variable Begrenzung des Weges für unterschiedliche Füllhöhen durch mechanisch oder elektromechanisch verstellbare Anschläge vorgenommen wird.
Der Vorteil dieser Verfahrensweise besteht darin, dass sich in Abhängigkeit von der vorhandenen Federkraft relativ große Verstellbereiche mit geringen Zeitunterschieden variieren lassen, was sich positiv auf die Erreichung minimaler Taktzeiten auswirkt.
Im Gegensatz dazu werden Kurvengetriebe mit direkter Hilfsbewegung vorzugsweise für bereits presstechnisch optimierte Bewegungsabläufe eingesetzt, bei denen die durch Masseunterschiede hervorgerufenen notwendigen Füllhöhenveränderungen gering sind und eine hohe Stückleistung zu sichern ist.
Außerdem lassen sich bei unterteilten Unterstempelsystemen auch für Hilfsbewegungen infolge des vorliegenden Formschlusses gewollte Bewegungs- und Geschwindigkeitsproportionen verwirklichen.
Sieht man von dem Nachteil höherer maschinentechnischer Aufwendungen ab, unterscheiden sich die prinzipiellen verfahrenstechnischen Zuordnunge zur Unterstempelbewegung aber nicht für unterteilte und nicht unterteilte Unterstempelsysteme.
Aus dem Grund eines unbedingt auch bei höheren Hubzahlen abzusichernden Zwangslaufes sind jedoch für unterteilte Unterstempelsysteme indirekt mittels Kraftschluss angesteuerte Bewegungen zu vermeiden.
Mit nachfolgend angeführten Konstruktionsprinzipien wird untersetzt, dass die Ausführungsunterschiede für nicht unterteilte und unterteilte Unterstempelsysteme nicht prinzipieller Art sind, sondern bei Verwirklichung von Haupt- und Hilfsbewegungen auf der Grundlage getrennter und doppelt angeordneter Unterstempelsysteme sich vorrangig auf die Einhaltung des erforderlichen Formschlusses konzentrieren.
Dabei bietet sich das Doppelkurvensystem als Kurven-Oberantrieb nach Bild 45 für die Ausbildung unterteilter Unterstempelsysteme nicht an, da hierbei der Kraftübertragungsweg infolge seiner Länge und mehrfach notwendiger Kraftübertragungsgelenke mit zu großen Spielen behaftet ist.
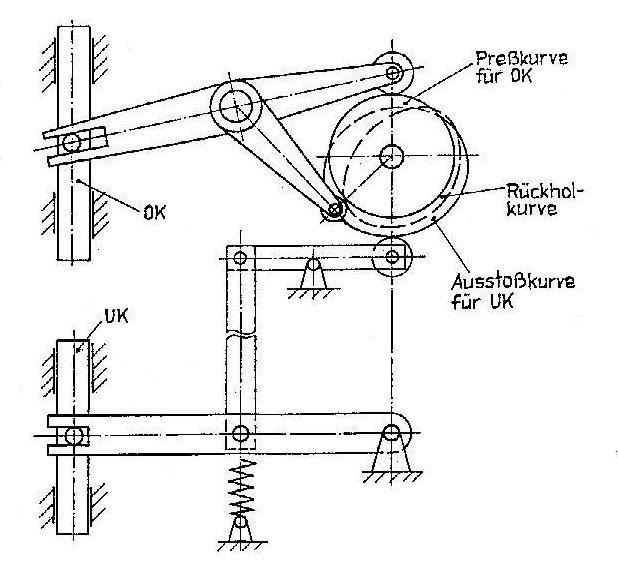
Dieses System eignet sich bei einem nicht unterteilten Unterstempel zur Herstellung flacher Erzeugnisse bei reiner Oberpressung, wo die Gegenkräfte durch den im Werkzeug feststehenden Unterstempel aufgenommen werden.
Um eine günstigere Verstellbarkeit des Unterstempels zu erreichen, kann mit getrennter Ausstoss- und Füllkurve gearbeitet werden.
Für untergeordnete Kraftverhältnisse ist es ebenfalls möglich, den Bereich des Ausstossens und Füllens über den Unterstempel in einer Mantelkurve nach Bild 46 zusammenzufassen, wodurch die federnde Rückführung des Unterstempels entfällt. Die Mantelkurve ersetzt im Zwangslauf alternativ auch eine Scheiben-Rückholkurve mit zugeordnetem übertragungshebel.
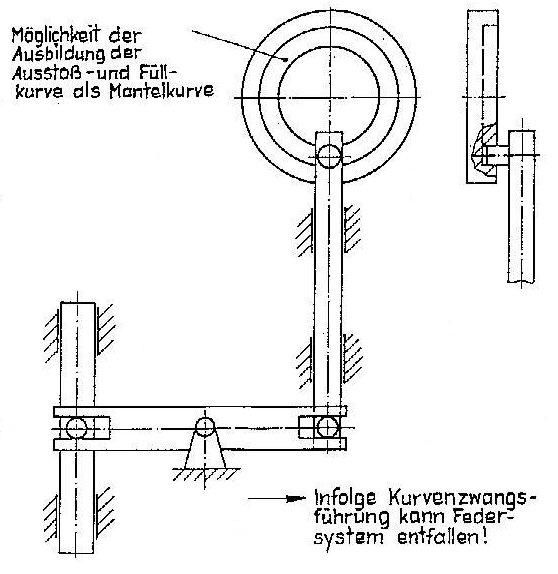
Im Gegensatz zu der im Bild 45 dargestellten Ausführung besitzen Kurvenunterantriebe günstigere Voraussetzungen zur Gestaltung getrennter, aber abhängiger Kurvensysteme für einen unterteilten Unterstempel , besonders, wenn für das Oberstempelsystem unter Wahrung der Abhängigkeit ein separater Antrieb vorgesehen ist. (Bild 47)
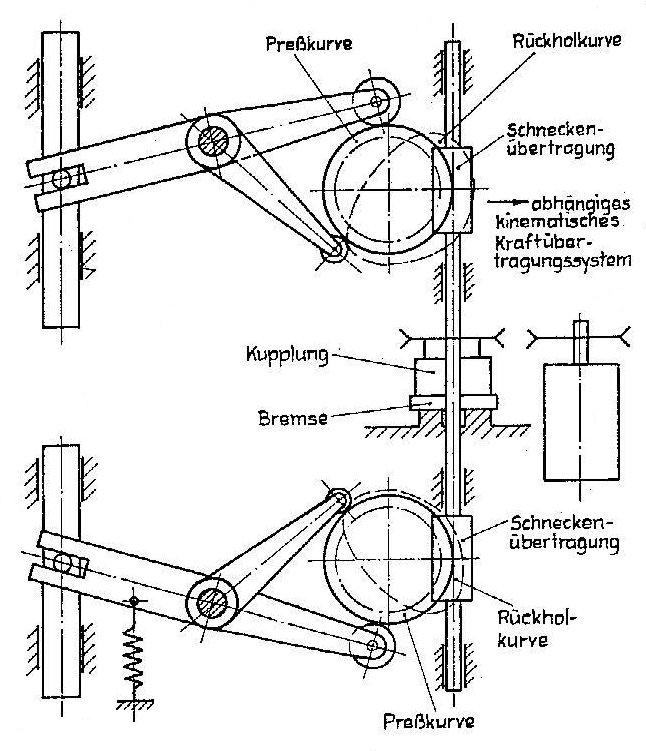
Neben der durch diese spielarme konstruktive Ausbildung möglichen 2-Seiten-Verdichtung im Ausstossverfahren bieten sich gute Möglichkeiten der räumlichen Anordnung zweier abhängiger Kurvensysteme für einen unterteilten Unterstempel. (Bild 48)
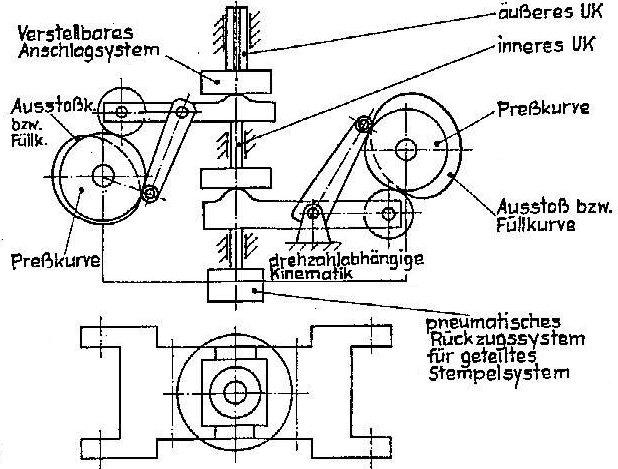
Unabhängig vom Konstruktionsprinzip der Unterstempelansteuerung haben alle Ausführungsvarianten eine wegmäßige Verstellung des Füll- und Ausstoss- bzw. Abzugsweges in Abhängigkeit der geometrischen Verhältnisse des zu pressenden Artikels sowie zuordenbarer Masseneigenschaften zu sichern. Letzteres gilt gleichfalls für die Presswegverstellung bei direkter Unterpressung nach dem Ausstossverfahren.
Bei Verwendung von stetig umlaufenden Scheibenkurven kommen dafür folgende Grundprinzipien zur Anwendung:
1. Einsatz höhenverstellbarer Anschläge in Form von Stellmuttern am bewegten Unterstempel
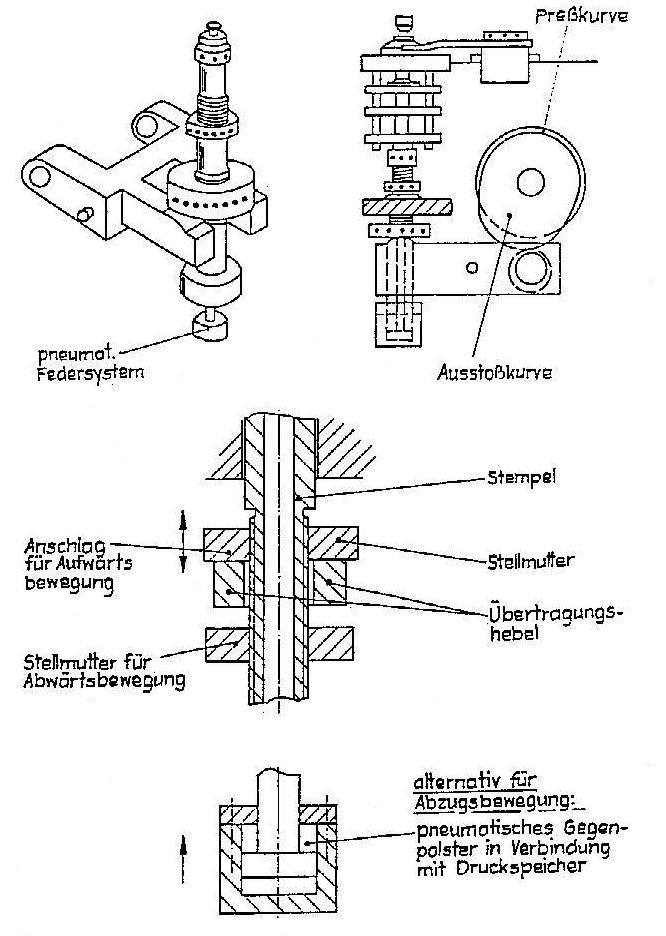
2.Schwenken des übertragungshebels gegen die Scheibenkurve
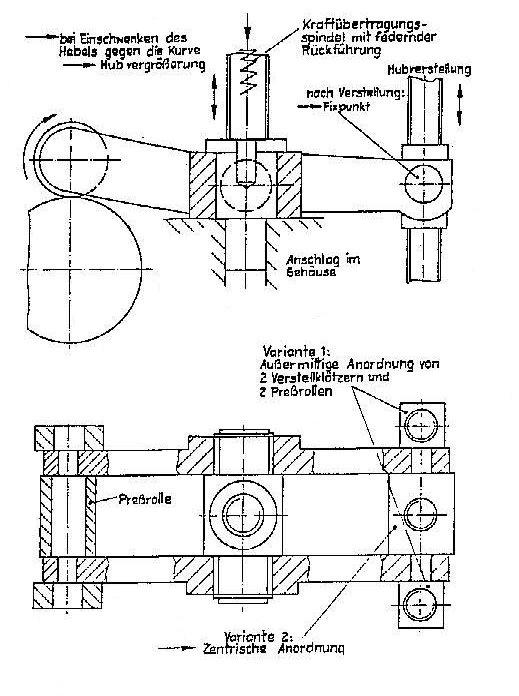
3. Bewegen der übertragungsrolle des übertragungshebels gegen die Scheibenkurve bei veränderlichem Abstandsradius
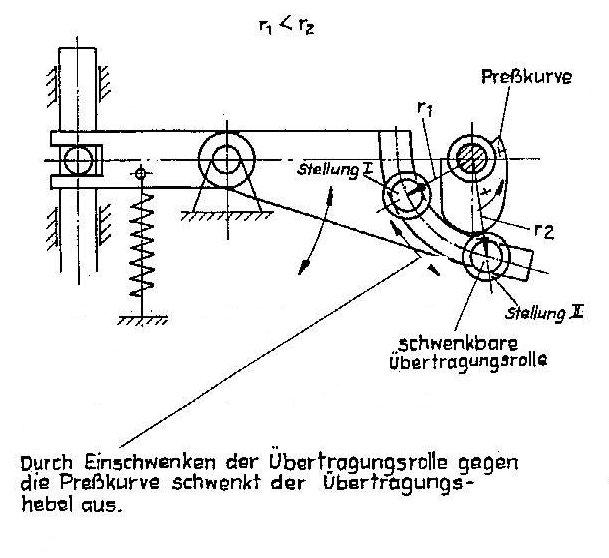
4. Axialverschiebung der Scheibenkurve bei konisch ausgebildeter übertragungsrolle
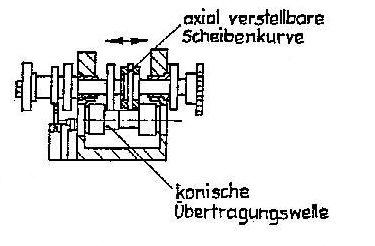
Der Hauptnachteil all dieser Ausführungsprinzipien besteht darin, dass eine Verstellung des jeweiligen kraft- und bewegungübertragenden Gliedes mit einer Verschiebung des Einsatzzeitpunktes des mit der Scheibenkurve in Verbindung stehenden übertragungsgliedes verbunden ist, so dass kleinere Verstellwege stets zu einer späteren Unterstempelbewegung führen als größere.
Die Kurve hebt hierbei den betreffenden Unterstempel von seinem maschinenbezogenen Festpunkt gegen eine wirkende Federkraft, die mechanischer, pneumatischer oder hydraulischer Art sein kann. In der Regel kommen dadurch auch mechanische Rückholkurven für die Verstellprinzipien 1 und 4 nicht zum Einsatz, da sie im Vergleich zur Federrückführung mit höheren konstruktiven Aufwendungen verbunden sind und u. U. zu räumIichen Anordnungsschwierigkeiten führen.
Der Vorteil der Anwendung von Kurvengetrieben besteht in der Verwirklichbarkeit gewollter Bewegungs- u. Geschwindigkeitsverläufe sowie von Ruhepausen, die insbesondere im Zusammenwirken mit Abnahmemechachanismen für das direkte Abnehmen der gepressten Artikel von der Abzugs- oder Ausstossstellung unerlässlich sind.
Die Erzeugung der Unterstempelbewegung bei Rundtischpressen unterscheidet sich prinzipiell nicht zur Oberstempelbewegung bei dieser Art Pressen, so dass die Aussagen unter Punkt 2.1.1.1. S. 63 sowie Punkt 2.1.1.2. S. 69 hierfür gleichermaßen gelten.
2.2.2. Kurvengetriebe für Hilfsbewegungen
Im abhängigen Verhältnis zur Oberstempelbewegung, die mittels Exzenter- oder Kniehebelgetriebe erzeugt wird, bezieht sich die Unterstempelhilfsbewegung durch Kurvengetriebe
- in der
direkten Ansteuerung
- auf die Bewegung der Matrize von der Pressstellung in die Abzugsstellung nach den Matrizenabzugsverfahren und
- auf die Bewegung des Unterstempels von der Pressstellung in die Ausstossstellung bzw. auch Füllstellung nach dem Ausstossverfahren bzw. - in der indirekten Ansteuerung
- auf die Bewegung der Matrize von der Abzugsstellung zur Pressstellung und von der Pressstellung zur Füllstellungnach dem Matrizenabzugsverfahren - auf die Bewegung des Unterstempel s von der Ausstossstellung zur Vorfüllstellung nach dem Ausstossverfahren.
Für die Bewegung der Matrize in Pressstellung zur Erzielung einer Unterpressung erfolgt eine Ableitung direkt vom kinematischen System der Oberstempelbewegung gegen die Federkraft des Unterstempels.
Während die direkte Ansteuerung auf dem Formschluss zwischen Unterstempel und Kurvensystem aufbaut, wird bei der indirekten Ansteuerung lediglich der Anschlag mechanisch verändert und die Bewegung des Unterstempels mittels Kraftschluss durch ein mechanisches, hydraulisches oder pneumatisches Federsystem analog der Kurvensysteme für Haupt- und Hilf sbewegungen (vergl. Pkt. 2.2.1.) eingeleitet. Die Anschlagveränderung kann dabei sowohl durch eine Kurve als auch durch eine mechanische bzw elektro-mechanische Gewindespindel - Verstellung zu demZeitpunkt erfolgen, wenn der Anschlag infolge entgegengesetzter Bewegung des Unterstempels entlastet ist.
Nach diesem Konstruktionsprinzip kann beim Matrizenabzugsverfahren nicht nur eine kurzzeitige überhöhung der Füllstellung, sondern gleichfalls eine relative Masseabsenkung infolge Matrizenüberhöhung kurz vor Eintauchen des Oberstempels erreicht werden.
Die bei der indirekten Ansteuerung mittels Federkraft eingeleitete Bewegung des Unterstempels kann Jedoch durch zugeordnete Ablauf kurven dem Gesamtbewegungsablauf angepasst werden.
Letzteres ist von besonderer Bedeutung für die Bewegung der Matrize von der Abzugsstellung zurück zur Pressstellung und darüber hinaus bis zur veränderbaren Füllstellung.
Im Gegensatz zu Kurvensystemen für Press-, Füll- und Abzugs bzw. Ausstossbewegungen, deren Wirkungsbereiche auf einen vollen 360�-Bewegungszyklus ausgelegt sind, beziehen sich Kurvensysteme für Hilfsbewegungen ausschließlich auf bestimmte Zeitabschnitte des Gesamtbewegungszyklus und sind demzufolge in der Regel als Kurvensegmente ausgebildet. (Bild 53)
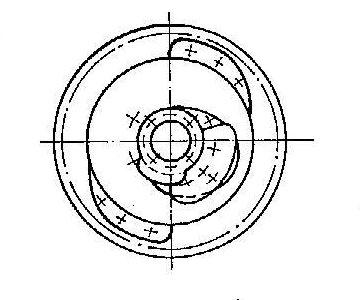
In unterschiedlichster konstruktiver Modifikation kommen dabei vorzugsweise Bewegungs- und Verstellsysteme zur Anwendung, die prinzipiell als Verstellvariante 2 im Pkt. 2.2.1. S. 87 erläutert wurden und Berücksichtigung in verschiedenen Pressenkonstruktionen gefunden haben.
DieseKurvensysteme sind aus Gründen der Sicherung vertretbarer Pressungswerte in der Regel bei direkter Ansteuerung doppelt als links und rechtsseitiges System gestaltet und übertragen die Bewegung über zugeordnete Zwischenglieder symmetrisch auf das Gestänge des Unterstempels der Presse.
Die Längenverhältnisse des übertragungshebels bestimmen in Verbindung mit dem anliegenden Antriebsmoment die wirkende Abzugs- oder Ausstosskraft.
Für geringe Ausstosskräfte beim Ausstossverfahren wird an Exzenterpressen jedoch auch die Mantelkurve verwendet, die auf der Exzenterwelle eines für die Oberstempelbewegung zuständigen-Exzenters angeordnet ist und für die Ausstoss- und Füllstellung über eine Verbindungsstange die Bewegung auf den Unterstempel überträgt.
(vergl. dazu Bild Nr. 46 )
Auf der Basis eines für höhere übertragungskräfte ausgelegten Kurvensegmentsystems wurde bei stetigem Umlauf von [39) das auf Bild 51 erläuterte Verstellsystem verwirklicht, welches durch Veränderung des Abstandsradiusses der übersetzungsrolle des übertragungshebels eine wegmäßige Veränderung des Abzugsweges nach dem Matrizenabzugsverfahren gestattet. Der Vorteil dieses Systems ist in der rollenden Reibung der übertragungsglieder zu sehen, wodurch allerdings die übertragbaren Kräfte begrenzt werden.
In der links- und rechtsseitigen Anordnung ist dieses System in der direkten Ansteuerung sowohl für eine Variation der Abzugs- als auch der Füllstellung einsetzbar.
Für extrem hohe Abzugskräfte, die u. U. den Wert der Presskraft erreichen können, wird mit Gleitsteinen gearbeitet, die in der entsprechenden flächenmäßigen Dimensionierung und unter Berücksi chti gung der Faktoren einer geeigneten Werkstoff paarung und Schmierung gegen höhenverstellbare und doppelseitig angeordnete Kurvenseqmente arbeiten. (Bild 54)
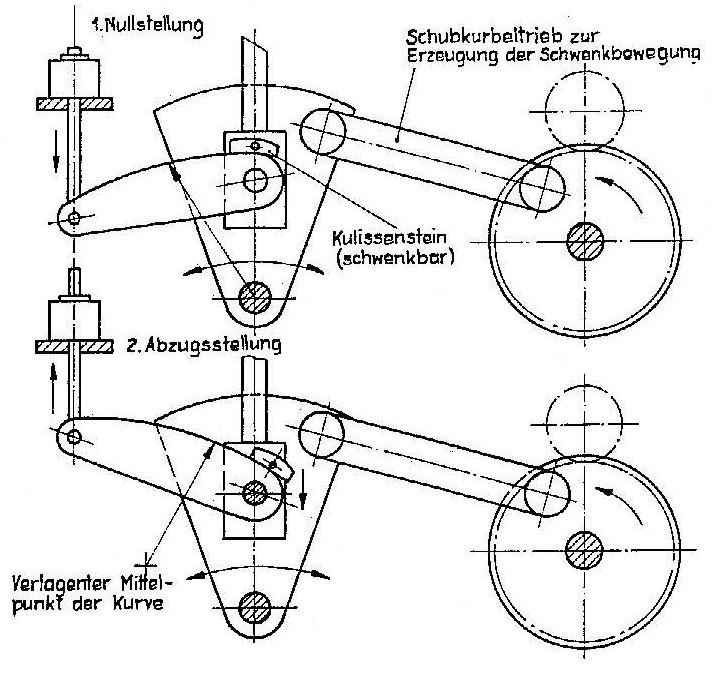
Die Gleitsteine erhalten hierbei ihre Schwenkbewegung über ein zugeordnetes Schubkurbelgetriebe, welches im abhängigen Drehzahlverhältnis zur Oberstempelbewegung steht.
Eine Veränderung des Abzugsweges nach den Matrizenabzugsverfahren wird hierbei über eine Verlagerung der Mittelpunkte der übertragungskurven erreicht.
Der Nachteil dieser Verstellvariante besteht darin, dass sich eine Ruhepause in Abzugsstellung, die für eine automatisierte Teileabnahme vom Unterstempel notwendig ist, nicht verwirklichen lässt.
Beide zuletzt angeführten Wirkmechanismen sind mit einem sehr hohen fertigungstechnischen Aufwand verbunden und sie sind wegen der Kompliziertheit ihrer kinematischen Systeme für die Erzeugung einer unterteilten Unterstempelbewequng in Verbindung mit Exzenter- oder Kniehebeiprinzipien für die Oberstempelbewegung ungeeignet.
Eine Grundvoraussetzung zur Freilegung des gepressten Artikels in der direkten Ansteuerung ohne qualitativ-negative Begleiterscheinungen, wie Riss- oder Schieferbildung, besteht darin, dass in jedem Fall die Abzugsbewegung der Matrize bzw. die Ausstossbewegung des Unterstempels erst dann einsetzen darf, wenn der Oberstempel sich um einen Mindestbetrag von 0,3 ... 0,5 mm vom Pressling gelöst hat.
Dieser Betrag ist abhängig von der Wirkung elastischer Rückdehnungseffekte, die nach [40) ursächlich zurückzuführen sind auf
- mitverdichtete Luft
- Elastizität der Feststoffteilchen
- aufweitende Wirkung des Wassers
- Tonmineralgehalt der Pressmasse
und er muss eine kraftseitige Entlastung des Presslings sichern.
Darüber hinaus ist die elastische Wirkung eines eventl. Im Oberstempel zwi schengeschalteten ölpolsters zu berücksichtigen, welches in vielen Fällen bei Pressen älterer Bauart zur Erfassung der Presskraft über den Oberstempel dient.
Die elastische Rückwirkung des Presslings wird werkzeugseitig durch Einarbeitung geringfügiger Konizitäten im Matrizenbereich kompensiert.
Andererseits hat sich in der presstechnischen Praxis jedoch gezeigt, dass zur Vermeidung von Schieferungen, bei insbesondere geometrisch komplizierten Artikeln, während des Freilegens des Presslings eine Mindestauflast über den Oberstempel vorteilhaft ist, welche durch mechanische, pneumatische oder hydraulische Federn bei veränderlicher Einstellung erreicht werden kann.
Im Gegensatz zum Ausstossverfahren, wo mit feststehender Matrize gearbeitet wird, besteht beim Matrizenabzugsverfahren die Gefahr, daß während der Rückdehnungsphase infolge auf die Matrize wirkender Federkräfte dieselbe versucht, dem zurückgehenden Oberstempel zu folgen,was unbedingt durch geeignete kinematische Elemente, wie Haltekurven oder eingeschwenkte Haltestanqen, vermieden werden muss.
Ein veränderter Beginn der Abzugs- oder Ausstossbewegung kann über eine veränderte stellungsmäßige Zuordnung des Mechanismus für die Unterstempelbewegung zum kinematischen System der Oberstempel bewegung erreicht werden.
2.3. Kinematische Prinzipien der Matrizenbewegung für das Abzugsverfahren
Neben der Bewegung des Ober- und Unterstempels hat die Matrizenbewegung bis in Pressstellung als presstechnische Hauptbewegung nach dem Matrizenabzugsverfahren einen entscheidenden Einfluss auf die Erreichung hoher Presslingsqualitäten.
Infolge der Abwärtsbewegung der Matzrize während der Verdichtungsphase des Oberstempels wird bei feststehendem Werkzeugunterstempel eine Unterpressung erzielt, die je nach Geschwindigkeit der Matrize in einem bestimmten Verhältnis zur Oberpressung steht. (vergl. dazu Pkt. 1.2.2. )
Von entscheidendem Einfluss ist hierbei die von der Wandreibung im Bereich des Unterstempels ausgehende Verdichtung. die in ihrer Wirkung in Bezug auf die Herstellung von Presslingen mit größeren Querschnittsabmessungen allerdings begrenzt ist.
Für das Erzeugnisprogramm der Technischen Keramik treten diesbezüglich jedoch kaum Einschränkungen auf, so dass die durch den Matrizenabzug erreichte Unterpressung den qualitativen Anforderungen in der Regel genügt, besonders wenn mit zwangsgesteuerter Matrize gearbeitet wird.
2.3.1. Matrizenbewegung bis in Pressstellung
Kinematische Vereinfachungen sind gegeben, wenn die Matrizenbewegung von der Füll- in die Pressstellung (= Pressweg) von der im Untergestell des Pressengehäuses erzeugten Oberstempelbewegung direkt abgeleitet wird.
Zugeordnete Verstellsysteme gewährleisten dabei eine zeitliche Variation des Bewegungsbeginns bzw. des Abschlusses der Matrizenbewegung je nach Grad der gewünschten Uberpressung vor und nach Beendigung der eingestellten Zwangsbewegung der Matrize.
Die exakte zeitliche Beeinflussbarkeit des Beginns bzw. des Endes der Matrizenbewegung in der formschlüssigen Verbindung zur Oberstempelbewegung ist der Grund dafür, dass in der technischen Keramik kaum noch Systeme mit ausschließlich federnder Matrizenunterstützung angewandt werden.
Die Bewegung der Matrize trägt im letzteren Fall in Abhängigkeit der auftretenden Wandreibung und den wirkenden federnden Gegenkräften stochastischen Charakter und lässt demzufolge keine hohe Vergleichbarkeit hinsichtlich der Teilqualität zu. Prinzipiell möglich sind auch von der Oberstempelbewegung getrennt wirkende Matrizenabzugssysteme, die über Kurvengetriebe im Unterteil des Pressengehäuses die Bewegung auf den Unterstempel übertragen. (analog Pkt. 2.1.1.1.)
Die Sicherung der Abhängigkeit zur Oberstempelbewegung bei Wahrung einer notwendigen Verstellbarkeit ist hierbei mit größeren getriebetechnischen Aufwendungen verbunden, zumal wenn höhere Abzugskräfte erzielt werden müssen, so dass die direkte Bewegungseinwirkung der Verbindungstraverse für die Oberstempelbewegung auf den Unterstempel günstigere Voraussetzungen für einen zwangsläufigen Matrizenabzug bietet.
Zum anderen sprechen auch die Nachteile einer auftretenden zeitmäßiqen Verschiebung bei wegmäßiger Verstellung des Einqriffsgliedes gegen die Anwendung von Kurvengetriebe zur Erzielung eines zwangsgesteuerten Matrizenabzuges. Letzteres ist nur überlegenswert, wenn erzeugnisabhängig ein in Näherung optimierter Pressablauf bekannt ist.
Nachfolgende Wirkprinzipien gemäß gezeigtem Ablauf in Bild 55 beziehen sich deshalb auch nur auf eine direkte Ansteuerung des Unterstempels für den Matrizenabzug durch kinematische Systeme der Oberstempelbewegung in direkter Einwirkung.
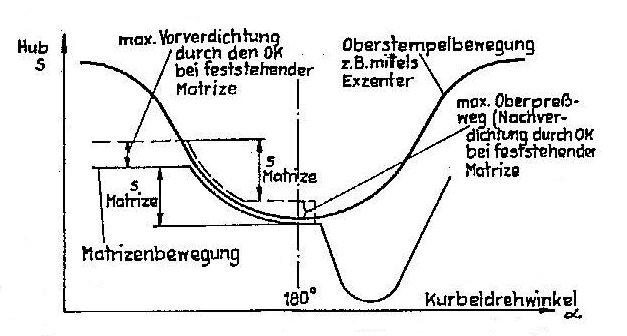
2.3.1.1. Wirkprinzipien mit gleicher Geschwindigkeit zur Oberstempelbewegung für die Erzielung von Unterpressung
Infolge des Mitlaufens der Matrize mit gleicher Geschwindigkeit des Oberstempels wechselt die Presswirkung von Ober- zu Unterpressung.
Im einfachsten Fall kann eine Zwangsmitnahme der Matrize über den Obersternpel dadurch erreicht werden, daß starr oder federnd mit dem Oberstempel verbundene Stössel bei der Abwärtsfahrt desselben auf den Matrizentisch aufstossen und die Matrize synchron mit dem Oberstempel mitbewegen.
Im Gegensatz zur starren Anordnung der Stössel, wo die Endstellung der Oberstempelbewegung mit der Endstellung der Matrize identisch ist, kann mit der federnden und dabei verstellbaren Befestigung der Stösselstangen am System des Oberstempels erreicht werden, dass die Matrize in Pressstellung gegen einen Anschlag gedrückt wird und dabei trotzdem eine weitere Bewegung des Oberstempels gegen die wirkende Federkraft des Ober stempel systems zulässt.
Die damit erzielbare Endverdichtung durch reine Oberpressung trägt wesentlich zur Verbesserung der Presslingsqualität bei. Mit dem Verstellsystem für den federnden Vorstand der Stösselstangen kann der wegmäßige Betrag der Nachverdichtung durch Oberpressung verändert werden.
Maschinengemäß günstiger ist es dabei, wenn das Stösselsystem nicht direkt auf den äußeren Matrizentisch, sondern von einer Traverse der Oberstempelbewegung im abgeschlossenen Pressenuntergehäuse auf eine mit dem Unterstempel verbundene Gegenplatte wirkt.
Als vorteilhaft kann hierbei gewertet werden, dass die Pressendstellung der Matrize konstant bleibt und somit eine gute Unterstützung derselben in Pressstellung erzielt wird.
Berücksichtigt werden muss allerdings, dass um den Betrag des federnden Vorstandes der Stössel die Matrize zeitiger zwingt, mit dem Oberstempel mitzulaufen.
Nach [41] wird der zum Nachverdichten des gepressten Formlings vorgesehene Resthub des Oberstempels dadurch verändert, dass schwenkbaren Druckstücken am System des Oberstempels, die zur Bewegungsübertragung dienen, Abweiser zugeordnet sind, die in der Abwärtsfahrt gegen einen in der Höhe verstellbaren Abweiserschlitten fahren und bei Erreichung der konstanten Press-Endstellung außer Wirkung gebracht werden. (Bild 56)
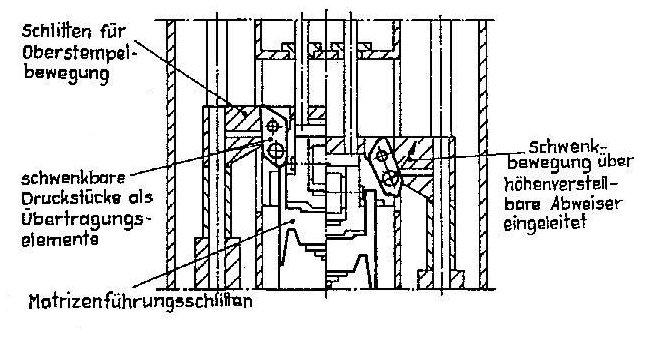
Zur überwindung größerer Reibkräfte während des Matrizenabzuges eignet sich nach dem Konstruktionsprinzip der Firma Dorst/ Kochel a. See ein keilförmiges übertragungsglied zwischen Ober- und Unterstempeltraverse. (Bild 57)
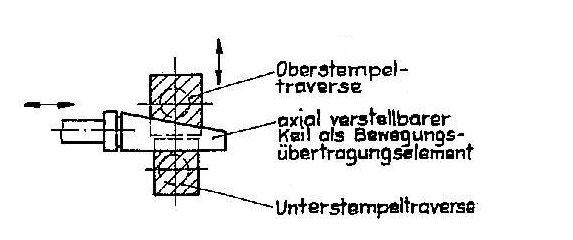
In Abhängigkeit der Stellung des Keils von der Mittelachse der Traversen wird der Unterstempel und damit die Matrize früher oder später mitgenommen, was gleichbedeutend ist mit einem größeren oder kleineren Betrag an Nachverdichtung mit reiner Oberpressung.
In Pressstellung wird die Abwärtsbewegung des Unterstempelssystems und damit der Matrize dadurch begrenzt, dass der Keil sich auf Festpunktstützen aufsetzt und durch den Resthub des Oberstempels bis zum unteren Totpunkt gegen ein wirkendes Federsystem nach vorn weggedrückt wird.
Soll ohne nachfolgende Endverdichtung mittels Oberpressung gearbeitet werden, wird über ein Verstellsystem der Keil soweit zurückgezogen, dass die Traversen des Ober- und Unterstempelssystems unmittelbar aufeinanderliegen und der Keil praktisch außer Wirkung kommt.
Alle vorgenannten Varianten weisen den Nachteil auf, dass infolge des zeitlichen Nacheinanders der Wirkung von
- Ober- und Unterpressung bzw. von
- Ober-, Unter- und Oberpressung
ein optimaler Verdichtungsablauf bei Wahrung des Prinzips der gleichzeitigen 2-Seiten-Pressung nicht erreicht werden kann.
Sie besitzen allerdings den Vorteil, dass die zwangsläufige Matrizenbewegung in kinematisch einfacher Weise von der Oberstempelbewegung abgeleitet wird und damit exakt formschlüssige Abhängigkeiten bestehen, die durch geeignete Verstellsysteme auch variabel gestaltet werden können.
2.3.1.2. Wirkprinzipien mit unterschiedlicher Geschwindigkeit zur Oberstempelbewegung für die Erzielung von gleichzeitiger Ober- und Unterpressung
Eine gleichzeitige Ober- und Unterpressung wird erreicht, wenn die Matrize mit unterschiedlicher Geschwindigkeit zur Oberstempelbewegung abgezogen wird. Auf Grund der in der Technischen Keramik begrenzten Teilehöhen ist hierbei der zwangsläufige Abzug von besonderer Bedeutung, weil damit eine direkte Beeinflussbarkeit der Dichteverteilung im Gegensatz zur reibungsabhängigen Bewegung bei �schwimmender Matrize� gesichert wird.
Eine für Presslinge mit relativ geringer Querschnittsabmessung in Näherung gegebene gleichzeitige 2-Seiten-Verdichtung liegt vor, wenn das Geschwindigkeitsverhältnis
VMatrize = 0,5 * V Oberstempel
eingehalten wird.
In Abhängigkeit von der geometrischen Form der Presslinge kann bei den bekannten mechanischen und mechanisch-hydraulischen Wirkprinzipien das Geschwindigkeitsverhältnis durch geeignete Verstell systeme zwischen
- VMatrize = 0 und = reine Oberpressung
- VMatrize = VOberstempel = reine Unterpressung
variiert werden, so dass ein gewolltes und spezifisches Verhältnis zwischen Ober- und Unterpressung zur Sicherung einer möglichst gleichmäßigen Dichteverteilung einstellbar ist.
In Verbesserung des Prinzips nach Bild 57 wird nach [42] der übertragungskeil zwischen Oberstempel- und Unterstempeltraverse nicht erst beim Aufsetzen auf Festpunktstützen im Gehäuse gegen eine wirkende Federkraft nach vorn weggedrückt, sondern die Vorwärtsbewegung des Keiles wird von Beginn der Mitnahme an durch die Oberstempeltraverse kurvengesteuert. (Bild 58)
Die Winkelstellung der Kurve bzw. der formschlüssige Verlauf derselben bestimmt dabei das Maß der möglichen Verschiebung des Keiles und somit die Größe der Geschwindigkeitsminderung der Unterstempeitraverse im Verhältnis zur Oberstempelgeschwindigkeit.
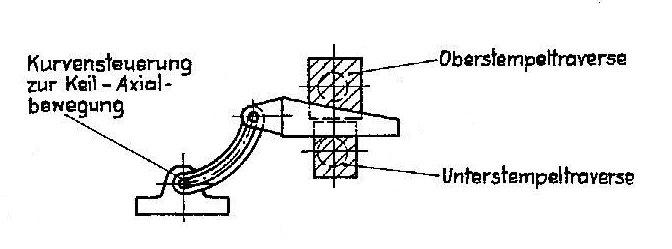
In Abänderung dieses Prinzips leitet sich eine weitere Möglichkeit auch dadurch ab, daß der Keil in seiner horizontalen Bewegung über einen Hydraulikzylinder dergestalt angesteuert wird, dass unter Einsatz eines Proportionalwegeventiles ein gewolltes Verhältnis zwischen Oberstempelbewegung und Keilaustrittsqeschwindigkeit gewährleistet wird.
Die stufenlose Veränderung der Unterstempelgeschwindigkeit während der Abwärtsbewegung des Oberstempels wird nach [43] im abhängigen Verhältnis durch Verwendung eines Schwenkhebels mit Druckstück erzielt, wobei die Traverse für die Oberstempelbewegung im Untergehäuse der Presse durch Aufsetzen auf das in seiner Höhe stufenlos einstellbare Druckstück eine zeitlich veränderbare Mitname des Unterstempelsystems bewirkt. Durch Verschiebung eines Gleitstückes im Schwenkhebel wird die Geschwindigkeitsübersetzung für die Matrize in Bezug auf die Oberstempelgeschwindigkeit erreicht.
Eine Nachverdichtung mit reiner Oberpressung kann nach diesem Wirkprinzip allerdings nicht mehr realisiert werden.
Die in [44] auf gezeigte Vorrichtung nach Bild 59 für Presslinge mit kompliziertem Höhenprofil gestattet die weg- und geschwindigkeitsproportionale Zuordnung einer differenziert einstellbaren Unterstempelbewegung zur gleichmäßigen Oberstempelbewegung ebenfalls durch Verwendung eines Schwenkhebelsystems.
Dieses Prinzip kann sowohl für die Erzeugung einer stufenlos einstellbaren Matrizenbewegung als auch zur zusätzlichen Ansteuerung eines zweiten Unterstempels verwandt werden.
Die konstante Hubbewegung des Oberstempels wird hierbei über ein Zwischenglied so auf den übertragungshebel geleitet, dass dieser in der Pressstellung waagerecht steht.
Der gesteuerte Unterstempel drückt ständig federnd nach oben gegen einen einstellbaren Anschlag und besitzt eine waagerechte Führung mit verstellbarem Schlitten für das Ubertragungselement (Rolle oder Gleitstein). Durch Verstellen des Anschlages wird der Pressweg und durch Verstellung des Schlittens der Zeitpunkt des Beginns der Pressbewegung und gleichzeitig das Geschwindigkeitsverhältnis zwischen Ober- und Unterstempelbewegung eingestellt.
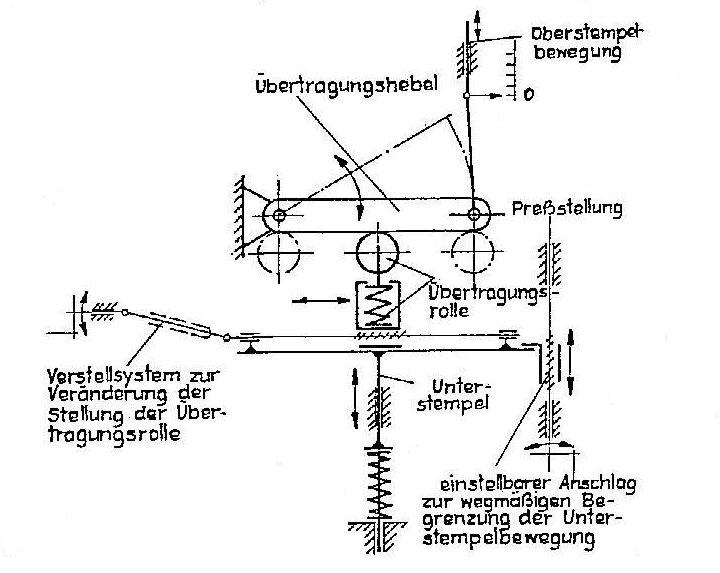
Das von [45] vorgestellte hydraulische Wirkprinzip zur zwangsweisen stufenlosen Ansteuerung der Matrize sichert die Bewegung dadurch, daß der Oberkolben mechanisch mit mehreren Druckzylindern verbunden ist, die zusammen soviel Flüssigkeit abgeben, wie ein mit der Matrize verbundener Druckzylinder beim gleichen Weg aufnimmt.
Ein über eine Nockenscheibe oder über einen Magnet angesteuertes Ventil steuert dabei ablaufseitig den ölstrom des mit der Matrize verbundenen Zylinders, wodurch die unterschiedlichen Geschwindigkeiten der Matrize erreicht werden.
Die mit diesem System verbundenen Nachteile wie
- Kompressibilität des öles
- zunehmende Leckverluste bei Verschleiss von Dichtelementen
- verändertes Ansprechverhalten in Abhängigkeit von der Temperatur und damit von der Viskosität des Hydrauliköles
erschweren hierbei die Gewährleistung reproduzierbarer Geschwindigkeitsverhältnisse zwischen Oberstempel und Matrize und begrenzen die mögliche Hubzahl der nach diesem Prinzip arbeitenden Trockenpressautomaten.
Wenn auch die Systeme zur Erzeugung einer gleichzeitigen Oberund Unterpressung nach dem Matrizenabzugsverfahren mit höheren mechanischen Aufwendungen verbunden sind, so rechtfertigt doch das qualitative Ergebnis einer verbesserten Dichteverteilung, besonders unter dem Aspekt des Genauigkeitspressens bei Vermeidung einer schleiftechnischen Nachbearbeitung, den Aufbau von Trockenpressautomaten mit dieser relativ komplizierten Kinematik.
Dies gilt auch dann, wenn zur Gewährleistung einer geschwindigkeitsproportionalen Verdichtung für in der Höhe unterschiedliche Füliräume mit einem unterteilten und separat angesteuerten Unterstempelsystem gearbeitet werden muss. Eine unabdingbare Voraussetzung dafür besteht jedoch in der Sicherung einer sehr hohen Stückzahl von genau zu pressenden Erzeugnissen.
2.3.2. Prinzipien der Matrizenunterstützung in Pressstellung
Die in Pressstellung aus der Oberpressung auf die Matrize wirkenden anteiligen Kraftkomponenten sind ursächlich zurückzuführen auf
- Wandreibung und
- konische bzw. zylindrische Absätze in der Matrize.
Außerdem kann die Matrize, bedingt durch Rückdehnungseffekte, auch nach überschreiten der Pressstellung noch belastet werden.
Die dabei auftretenden Kräfte betragen u. U. ein vielfaches der zur Matrizenrückführung in Füllstellung in der Presse installierten Federkräfte mechanischer oder hydraulischer Art, so dass in der Bewegung wirkende mechanische Festanschläge vorzusehen sind.
Diese Festanschläge können sowohl in Kurvenform als auch in Gestalt eingeschobener Unterstützungssegmente ausgebildet sein.
Sie sind so auszulegen, dass eine Unterstützung der Matrize bei maximalem Betrag einer abschließenden Oberpressung gegeben ist, d. h. die Gegenkraft muss dann aufgebracht werden können, wenn die Matrize zum frühest möglichen Zeitpunkt durch zwangsläufigen Abzug die Pressstellung erreicht hat. Andererseits muss die Entlastung zum Wegfall kommen, wenn der zwangsläufige Abzug der Matrize zum Freilegen des Presslings einsetzt.
Letztere Notwendigkeit ist damit verbunden, dass sich bei Einsatz von Kurven bereits vor Erreichen der Pressstellung die wirksame Unterstützungsfläche stark reduziert, was u. U. zu überschreitungen der zulässigen Flächenpressungswerte führt.
Die Verwendung geeigneter harter und verschleissfester Werkstoffpaarungen unter Einsatz von Spezialbronzen bei Gewährleistung guter Schmiereffekte ist Voraussetzung, um l ange Standzeiten bei hohen Matrizenbelastungen für diese Unterstützungselemente zu erzielen.
Die doppelseitige symmetrische Anordnung dieser Kurvensegmente ist hierbei eine notwendige Voraussetzung zur Beherrschung des Verschleissproblems. (vergl. Bild 60)
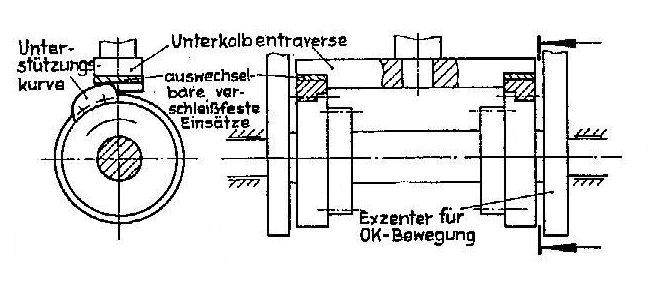
Werden bei geringeren Belastungen die in der Presse installierten Federkräfte zur Matrizenrückführung nicht überschritten, werden die Unterstützungskurven infolge eines voreingestellten Grundspieles von 0,1�..0,2 mm nicht beansprucht.
Hydraulische Federsysteme gewährleistes dabei höhere Unterstützungskräfte, zumal wenn in Pressstellung die betreffenden Arbeitszylinder bis zum Einsetzen der Abzugsbewegung blockiert oder zusätzlich druckseitig beaufschlagt werden.
Belastunqsseitige Vorteile bietet dagegen nach Bild 61 ein System zwischengeschobener Festanschläge [43), die eine statische Kraftaufnahme bei gleichzeitiger Lagefixierung der Matrize nach Entlastung durch den Oberstempel sichern.
Schwierigkeiten hinsichtlich einer schnellen kurvengesteuerten Rückführung der Unterstützungssegmente leiten sich aber auch hierbei ab, wenn aus qualitativen Gründen der Matrizenabzug unmittelbar nach Erreichen der Pressstellung einsetzen muss.
In der Maschineneinstellung ist demnach ein vertretbarer Mittelwert bezüglich des Beginns der Abzugsbewegung zu finden, damit die für die Endverdichtung zu gewährleistenden Unterstützungsflächen betreffender Kurven oder Segmente noch weggeschwenkt oder weggezogen werden können, bevor der Abzug einsetzt.
In dieser Phase muss die Matrize gegen eine durch Federkraft hervorgerufene Nachfolgebewegung zur Oberstempelbewegung gesichert sein.
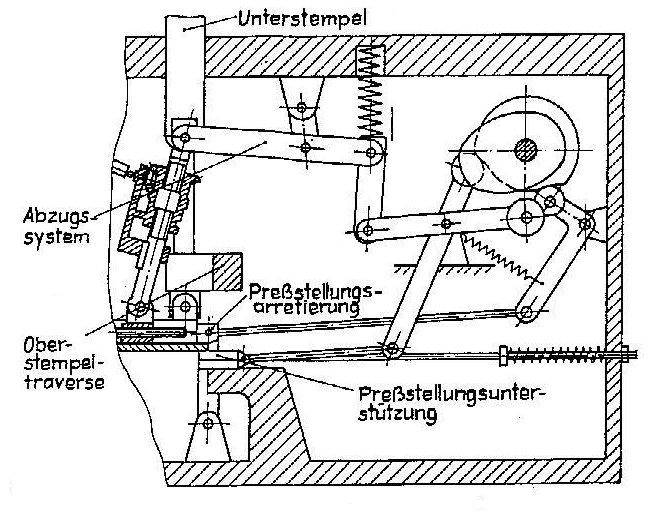
Alternativ zu den maschinenseitigen Möglichkeiten der Matrizenunterstützung ist prinzipiell auch eine Ableitung der Matrizenkräfte über im Werkzeug zwischengeschobene Unterstützungssegmente direkt vom Werkzeug auf das Maschinengestell gegeben, ohne dass hierbei das kinematische System der Presse belastet wird. Vor Beginn der Abzugsbewegung müssen jedoch diese Segmente unbedingt weggezogen sein, was bei schnell einsetzender Abzugsbewegung mit mechanischen oder hydraulisch/pneumatischen Systemen nur mit relativ hohem Aufwand zu realisieren ist.
Nach Möglichkeit sollte aber aus Gründen einer einfacheren Werkzeuggestaltung der höhere Aufwand in die Maschine gelegt werden, besonders, wenn ein häufig wechselndes Erzeugnissortiment mit notwendiger Matrizenunterstützung in Pressstellung herzustellen ist.
Vorgenannte Prinzipien der Matrizenunterstützung in Presstellung sind auch auf das Mehrebenen-Adaptersystem nach [21] beziehbar, unabhängig davon, dass werkzeugseitig für die zugeordneten Ebenen unterteilter Unterstempel in Presssteilung wegziehbare bzw. fixe Festanschläge verwendet werden.
Allerdings ist hierbei die Notwendigkeit der Ausarbeitung von Absätzen oder Konizitäten in der Matrize durch das Vorhandensein mehrfach unterteilter Unterstempel nur in geringem MaBe gegeben.
3. Konstruktionsprinzipien der mechanischen Nasspresstechnik
Mechanische Nasspressautomaten sind presskraftseitig begrenzt auf max. 200 kN und werden vorzugsweise eingesetzt zur Herstellung kleiner bis mittlerer Presslingsgrößen, wie Schraubkappen,Sicherunqssockel u. a. mit hoher Produktivität.
Nahezu ausnahmslos werden hierbei Kurvenautomaten verwendet, die mit reiner Oberpressung nach dem Ausstossverfahren arbeiten und für die Realisierung notwendiger Zusatzfunktionen mit pneumatischen Systemen gekoppelt sind.
Infolge des Arbeitens mit Masseüberschuss sind den Maschinensystemen Masserückführsysteme integriert, die in Verbindung mit eingebauten Stiftmühlen die Wiederverwendbarkeit der Pressmasse in der erforderlichen krümligen Form gewahrleisten.
Vorteilhaft kommen mechanische Nasspressen für solche keramische Teile zur Anwendung, für die, trotz komplizierter Form, ein einheitlicher Verlauf der Oberpressung in Verbindung mit notwendigen Phasen des Zwischenlüftens und Nachverdichtens zutrifft. Damit wird erreicht, dass unabhängig vom erzeugnisbezogenen Werkzeugwechsel mit der gleichen Presskurve gearbeitet werden kann.
Eine Variation ist hierbei nur über eine zeitliche Veränderung der pneumatisch angesteuerten Zusatzfunktionen möglich, was unter Verwendung mikroelektronischer Steuerelemente in Verbindung mit entsprechenden Magnetventilen auch in freiprogrammierbarer Form erfolgen kann. Letztere Möglichkeit gewährleistet eine verbesserte teilespezifische Anpassung notwendiger Seitenschieberbewegungen an den PressverlauF.
Der Einsatz mechanischer Nasspressautomate empfiehlt sich allerdings nicht, wenn sehr häufig erzeugnisabhängig zeitliche Variationen des hauptsächlich durch die Oberstempelbewegung beeinflussten Pressverlaufes erforderlich sind. In diesem Fall gewährleisten hydraulische Pressautomaten bei schneller Umstellung eine hohe pressspezifische Anpassung mit relativ hoher Produktivität.
3.1. Erzeugung der Oberstempelbewegung
Ausgehend von den Notwendigkeiten einer verfahrensspezifischen Anpassung von
- Pressgeschwindigkeit
- Druckhaltezeit
- Zwischenentlüftungsvorgängen
- Nachverdichtung
an masse- und erzeugnisabhängige Parameter, wird die Oberstempelbewegung bei mechanischen Nasspressen mittels Scheibenkurven verwirklicht.
Diese konstruktive Ausführungsform gestattet hierbei in einer ruck- u. stossfreien Bewegung, dass den pressspezifischen Besonderheiten für jeweilige Massen und Erzeugnisse Rechnung getragen werden kann.
Für geometrisch ähnliche Teile mit gleicher Massezusammensetzung ist es möglich, mit einer unifizierten Presskurve zu arbeiten, die in ihren Abläufen entsprechend opimiert wurde.
Die konstruktiven Gestaltungsmöglichkeiten sind prinzipiell mit denen der Trockenpresstechnik vergleichbar. Dies trifft sowohl für den unter Pkt. 2.1.1.1.aufgezeigten Kurven-Oberantrieb zu als auch für den dargestellten Unterantrieb. Eine presskraftseitige Begrenzung wird dadurch erreicht, das der zur Kraftübertragung verwendete Kipphebel federnd gelagert wird, wodurch eine sofortige elektrische Abschaltung der Presse über eine zugeordnete Kupplung erfolgt.
Bedingt durch die hohe Fließfähigkeit der verwendeten Masse und der damit erreichbaren guten Ausfüllung auch komplizierter Formen kann auf eine differenzierte presskraftseitige Erfassung des Pressverlaufes verzichtet werden.
Die eingesetzte Rückzugskurve garantiert dabei eine zwangsläufige Bewegung des Oberstempels im direkten Formschluss, was sich insbesondere bei notwendigen Entlüftungs- und Nachverdichtungshüben in mittleren bis höheren Hubbereichen durch Sicherung einer stetigen Oberstempelbewegung vorteilhaft auswirkt. (vergl. dazu Prinzipdarstellung nach Bild 62 )
Der im Pressenbär gelagerte Pressstempel ist in seiner Höhe verstellbar, wodurch der Arbeitsbereich variiert und der spezifische Pressdruck verändert werden kann.
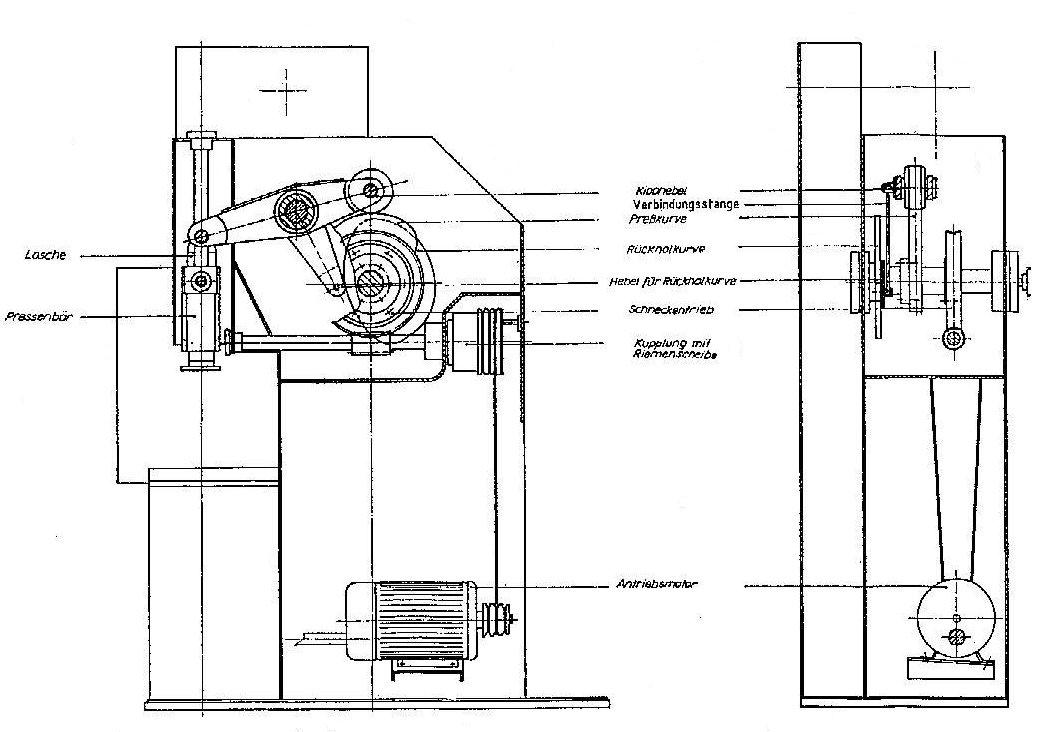
3.2. Realisierung der Unterstempelbewegung sowie Verwirklichung von Zusatzfunktionen
Bei mechanischen Pressen nach dem Ausstossverfahren wird die Unterstempelbewegung über einen in seinem Hub einstellbaren Pneumatikzylinder eingeleitet.
Die differenzierte Bewegung einzelner Werkzeugunterstempel im zeitlichen Nacheinander zum Ausstossen des Presslings wird in der Bewegungsaufteilung durch betreffende Federsysteme im Zusammenwirken mit mechanischen Endanschlägen und zugeordnette Traversen erzielt.
Bei reiner Oberpressung hat demnach der Unterstempel keine presstechnische Funktion und muss nicht im abgestimmten Ablauf in seiner Bewegung über eine mechanische Kurve angesteuert werden.
Zur Erreichung einer gleichförmigen Geschwindigkeit des Unterstempels bei unterschiedlichen Arbeitswiderständen kann im Bedarfall mit hydraulischer Dämpfung bei geschlossenem Kreislauf gearbeitet werden.
Die Verwendung eines Pneumatikzylinders für die Erzeugung der Unterstempelbewegung ist mit entscheidenden konstruktiven Vereinfachungen verbunden und führt nicht zu verfahrenstechnischen und qualitätsbezogenen Nachteilen.
Der presstechnische Vorteil des Nasspressverfahrens liegt insbesondere in der Herstellunqsmöglichkeit komplizierter Formen mit Unterschneidungen und seitlichen öffnungen, wofür Zusatzfunktionseinheiten wie
- Seitenschieber
- Ausdreheinheiten für Gewindeteile
- Putzgetriebe mit Vertikalbewegung für rotationssymmetrische Teile
- Greifeinheit
- Förderband
zur quaiitätsgerechten Herstellung des Formlings wahlweise Verwendung finden können.
Diese Baugruppen werden pneumatisch betätigt und wegseitige Veränderungen werden hierbei über eine Begrenzung des Pneumatikzylinderhubes und Geschwindigkeitsveränderungen über eine Regelung der Druckluftmenge vorgenommen.
Die zugeordneten Pneumatikventile erhalten ihre Befehle über eine mit der Hauptwelle synchron laufende Steuerwelle, die in Form einer Scheibenkurvenwelle mit zugeordneten Relais oder in Form eines elektrischen Winkelgebers zur zeitlich differenzierten Ansteuerung betreffender Hilfsfunktionen ausgebildet sein kann.
Das Ausstossverfahren mit feststehender Matrize bietet dabei gute Voraussetzungen für eine fixe Anordnung erforderlicher Zusatzgruppen.
Bedingt durch den plastischen Zustand der Presslinge ist deren Manipulierbarkeit allerdings begrenzt!
Vielfach arbeiten mechanische Nasspressautomaten in der automatisierten Verkettung mit nachfolgenden Trockenstrecken zur Erreichung von Feuchten zwischen 2 und 3% als Voraussetzung für den späteren Brennprozess.
4. Hydraulische Pressen für die Nass- und Trockenpresstechnik
Hohe Variabilitäten von Zeit-, Weg-, Geschwindigkeits- und Druckabläufen sowie die Möglichkeit des Aufbringens größerer Presskräfte mit vertretbaren Aufwendungen begründen die verfahrenstechnischen Vorteile der hydraulischen Presstechnik, die bei entsprechender Dimensionierung der Kolbensysteme und steuerungsseitiger Auslegung der Hydraulik sowie werkzeugseitiger Zuordnung mit einem Pressautomaten sowohl die Anwendung der Nass- als auch der Trockenpresstechnik nach dem Abzugs- oder Ausstossverfahren gestattet.
In zunehmendem Maße ermöglichen dabei moderne Hydraulik- und Hydrologiksysteme in Verbindung mit der Proportionalventiltechnik Positioniergenauigkeiten < 0,1 mm, was früher nur mit mechanischen Pressautornaten auf Grund ihrer wegkonstanten Kinematik erreichbar war.
Durch den Einsatz von 2-Wege-Einbauventilen mit beeinflußbarer öffnungs- und Schliesscharakteristik lassen sich für die Steuerung der Pumpenölströme sowie der Druckstromverbraucher (Ober-und Unterkol ben) druckstossarme Schal tvorgänge verwirklichen, dass damit auch relativ hohe Hubzahlen erzielbar sind. (</= 15 Hub/min in Abhängigkeit von der Presslingshöhe)
Andererseits gewährleistet die hohe Ansteuerempfindlichkeit der hydraulischen Pressen in Verbindung mit einstellbaren längeren Druckhaltezeiten und wechselnder Be- und Entlastungsmöglichkeit ebenfalls die Anwendung für langsam verlaufende verfahrenstechnische Pressvorgänge mit Hubzahlen < 3 Hub/min, wie sie bei der anisotrop modifizierten Druckfiltration umzusetzen sind.
Die mit hydraulischen Pressen erreichbare hohe verfahrenstechnische Variabilität sichert demnach,besonders bei einem häufig wechselnden Teilesortiment mit komplizierten presstechnischen Abläufen, eine Optimierung des Pressvorganges infolge gegebener unmittelbarer Beeinflußbarkeit von Kraft, Weg, Zeit und Geschwindigkeit.
4.1. Ansteuerbarkeit hydraulischer Pressautomaten
Je nachdem, ob die Presslinge mit konstanter Höhe oder mit konstanter Dichte herzustellen sind, werden die hydraulischen Pressen über eine Wahischaltung weg- oder druckabhängig angesteuert.
Während in der Technischen Keramik infolge der in den meisten Fällen notwendigen schleiftechnischen Nachbearbeitung der Schwerpunkt auf der Einhaltung möglichst gleicher Dichten liegt, wird in der Pulvermetallurgie auf Grund der sehr hohen spezifischen Pressdrücke von ca. 600 MPa unter dem Aspekt des Genauiqkeitspressens ohne nachfolgende Schleifbearbeitung die wegabhängige Pressweise bevorzugt.
Bei der pressdruckabhängigen Ansteuerung wird der Pressvorgang bei Erreichung eines voreingestellten Druckwertes beendet und der nächste Schritt in der vorgesehenen Folgesteuerung eingeleitet. Es ist jedoch dabei noch möglich, über eine wegabhängige Parallelkontrolle zu überprüfen, ob die Presslingshöhe in einem vorgegebenen Toleranzbereich liegt.
Eine nachgeschaltete automatisierte Sortierung der Presslinge in gewünschte Toleranzklassen könnte daraus abgeleitet werden. Umgekehrt gilt dies auch für die wegabhängige Fahrweise mit dem Weg als Grundgröße und dem Druck als zugeordnet zu kontrollierenden Parameter.
Druckseitig erfolgt die hydraulische Begrenzung der Presse über Kontaktmanometer oder Druckgeber mit analoger elektrischer Signalabgabe bzw. direkt unter Einsatz von Proportionaldruckbegrenzungsventilen, die als 2-Wege-Einbauventile eine druckvariable Steuerung der Presse gestatten.
Für die Erfassung des Ober- und Untersternpelweges ist für vorprogrammierte Folgeschaltungen ausreichend, mit verstellbaren Initiatoren zu arbeiten, während für wegseitig freiprogrammierbare Abläufe inkremental oder induktiv arbeitende Wegmesssysteme. mit Absolutwertangabe erforderlich sind.
Weg- und druckseitig freiprogrammierbare rechnergestützte Steuerungen sind nur für hohe Genauigkeitsansprüche der Trockenpresstechnik vertretbar, wo neben frei wählbaren Pressabläufen noch häufig teilespezifische Weg- und Druckvorgaben bei wechselndem Erzeugnissortiment einzugeben sind. Eine zugeordnete automatische Füllhöhenkorrektur bei Toleranzüber- oder -unterschreitung ist hierbei unerlässlich.
Während für pulvermetallurgische Verfahrensweisen dieser hohe technische Aufwand vertretbar und notwendig ist, genügen den allgemeinen Anforderungen der Technischen Keramik vorprogrammierte Folgesteuerungen bei freier Wahl von zum Programm gehörenden Pressabläufen.
Zur steuerungsseitigen Umsetzung gemessener Weg- und Druckgrößen kommen für höhere Anforderungen mikroelektronische Steuereinheiten zur Anwendung, die in der Lage sind, während des gesamten Pressbereiches die Presskraft und Presswege im engen Toleranzbereich zu überwachen und eventl. notwendige Füllraumkorrekturen einzuleiten.
Voraussetzung dafür ist, dass die hydraulischen Kolbensysteme ohne Vorhandensein von verstellbaren Festanschlägen über Proportionalwegeventile mit zugeordneten Wegmeßsystemen frei ansteuerbar sind.
Die Möglichkeit der flexiblen Ansteuerung von Ober- und Unterkolben sichert bei Wahrung eines gleichen Kolbenstangenverhältnisses die wahlweise Anwendung des Abzugs- oder Ausstossverfahrens. (Bild 63)
Während für das Abzugsverfahren der Unterstempel der Presse über zugeordnete Traversen und Zugstangen direkt mit der Matrize verbunden ist, kann nach dem Ausstossverfahren eine gleichzeitige und gleichgroße 2-Seiten-Verdichtung über Ober-und Unterkolben durch Eintreten beider Stempel in die feststehende Matrize erreicht werden, was besonders für großflächige Presslinge mit qualitativen Vorteilen verbunden ist.

Für das in der Technischen Keramik vorherrschende Teilespektrum mit geringeren Querschnittsabmessungen wird jedoch vorzugsweise das Matrizenabzugsverfahren angewendet, weil bei einem Verhältnis von
F Matrize =/< 0,6 * F Oberkolben
der Unterkolben wesentlich kleiner dimensioniert werden kann.
Das gleiche Kolbenstangeverhältnlis von Ober- und Unterkolben bietet jedoch die Vorteile , dass
- nach dem Ausstossverfahren bei Verwirklichung einer Gegenpressung von unten die wirkenden Kräfte von Ober- und Unterkolben bei gleichem öldruck gleich gehalten werden können und damit eine fixe, aber veränderbare neutrale Zone in der Matrize während des Pressens erzielt wird,
- nach dem Abzugsverfahren das ablaufende öl des Oberkolbens zur Erreichung einer gleichen Matrizenabzugsgeschwindigkeit in den Kolbenringraum des Unterkolbens geleitet werden kann. (Eine Verringerung der Geschwindigkeit des Unterkolbens erfordert hierbei lediglich eine Beipasssteuerung unter Verwendung eines Stromstellventiles.)
Zur Erreichung einer abschließenden Endverdichtung durch reine Oberpressung ist es bei beiden Verfahrensweisen ausreichend, den Unterkolben sowohl im Zu- als auch im Ablauf zu sperren, wodurch eine in Näherung konstante Blockierung erzielt wird, welche für die beim Trockenpressen auftretenden Druckhaltezeiten <2 s ausreichend ist.
Die vorhandene Kompressibilität des Hydrauliköles bei steigendem öldruck gestattet jedoch keine absolute Fixierung des Unterstempelsystems, wenn ohne mechanische Festanschläge gearbeitet wird.
In Abhängigkeit von den geometrischen Größenverhältnissen des Unterkolbens und den dadurch gegebenen ölvolumina bewegen sich diese Abweichungen im Bereich < 0,05 mm.
4.2. Konstruktionsprinzipien hydraulischer Pressen
Die Leistungsfähigkeit der hydraulischen Pressen wird bestimmt durch die Wahl der Pumpensysteme.
Ausgehend von der bei maximaler Presskraft zu sichernden Pressgeschwindigkeit wird unter Einhaltung der Grundbeziehung
Leistung = ölvolumen/Zeiteinheit x öldruck
die Auswahl des elektrischen Antriebsmotors getroffen, nachdem zuvor unter Bezug auf das vorliegende Kolbenstangenverhältnis zur Erreichung der maximalen Presskraft der durch die Hochdruckpumpe zu sichernde maximale Arbeitsdruck bis 32 MPa festgelegt wurde.
Zur Gewährleistung hoher Eilgangsgeschwindigkeiten für Bewegungen ohne presstechnische Funktion werden darüber hinaus Hilfspumpen, vorzugsweise geräuscharme Sperrschieberpumpen, benötigt, die im Arbeitsdruck bis 16 MPa in die Gesamtleistungsbilanz mit einzubeziehen sind.
Verfahrenstechnisch ist hierbei zu beachten, dass nur solche bei maximaler Presskraft zu gewährleistenden Pressgeschwindigkeiten festgelegt werden, die für die Erfüllung der geforderten presstechnischen Funktion auch tatsächlich notwendig sind. Ansonsten führt dies zu einer leistungsseitigen überdimensionnierung des hydraulischen Antriebssystems.
Getrennte Hochdruckpumpensysteme für Ober- und Unterkolben sind zwar mit einer höheren Variabilität der geschwindigkeits - und kraftseitigen Ansteuerbarkeit verbunden und sichern in jedem Fall sehr hohe Pressgeschwindigkeiten bei sehr hohen Presskräften, andererseits sind die damit verbundenen elektrischen Antriebsleistungen für den Bereich der Technischen Keramik nur in wenigen Anwendungsfällen begründbar.
Unter Berücksichtigung ökonomischer Zwänge werden für letzteren Anwendungsbereich minimale Antriebsleistungen für das Pumpenaggregat angestrebt, welche die verfahrenstechnisch einzuhaltenden Pressgeschwindigkeiten auf der Grundlage des Einsatzes von nur einer Hochdruckpumpe mit ausreichender Sicherheit gewährleisten.
In Pressen älterer Bauart werden zur Erzeugung des Hochdruckes bis maximal 32 MPa Radial- oder Axialkolbenpumpen mit Nullhubcharakteristik eingesetzt, die zur Erzielung differenzierter Pressgeschwindigkeiten mit zuqeordneten elektro-mechanisch ansteuerbaren Stromstellventilen arbeiten.
Nachteilig wirkt sich beim Arbeiten im unteren Presskraftbereich allerdings hierbei aus, dass die Hochdruckpumpen erst bei ca 70 % des Maximaidruckes nach vorgegebener Charakteristik einschwenken und dadurch mit weiter steigendem Druck den Förderstrom verringern. Moderne Pressen erzeugen den hydraulischen Druck mittels Verstellpumpen, die eine stufenlose Veränderung des Förderstromes bei Anpassung an den momentan erforderlichen Volumenstrom ermöglichen.
Durch den Einsatz eines spezifischen Volumenstromreglers zur lastunabhängigen Förderstromregelung, welcher als universell einsetzbarer, elektrisch-proportional stellbarer hydraulischer Baustein aufgebaut ist, kann andererseits der Förderstrom mit beliebig elektrisch vorgegebenen übergangsfunktionen stufenlos verändert werden, wobei eine hohe Reproduzierbarkeit der eingestellten Förderströme gewährleistet ist. Dabei ist der eingestellte Förderstrom unabhängig von
- Verbraucherdruckänderungen
- Drehzahlschwankungen
- Anzahl der Betriebsstunden (Verschleiss)
und sichert kurze Stellzeiten und eine hohe Dynamik beim Ausregeln von Druck- und Drehzahlschwankungen.
Darüber hinaus ist es möglich, den Volumenstromregler bei Wahrung antriebsspezifischer Abhängigkeiten von Druck und Volumen mit einer elektrischen Leistungsbegrenzung zur Vermeidung von überlastungen des Pumpensystems zu koppeln.
Um auch aus der Nullstellung der Verstellpumpe heraus kurze Stellzeiten zu erreichen, ist es hierbei zweckmäßig, mit einem zusätzlichen Hilfsstrom zu arbeiten, welcher bei Gewährleistung geringer Schaltzeiten über einen Druckspeicher abgerufen werden kann.
Verbraucherdruckunabhängige und proportional ansteuerbare Volumenregler bieten im Vergleich zur Anwendung von Strombegrenzungsventilen mit elektromechanischem Stellantrieb wesentliche Vorteile, die insbesondere durch eine höhere Wiederholgenauigkeit, größere Funktionssicherheit und vereinfachten Aufbau der hydraulischen Ansteuerung gekennzeichnet sind.
Die nach dem Hydrologikprinzip aufgebauten hydraulischen Antriebssysteme arbeiten mit Ventilsteuerblöcken, die in unmittelbarer Nähe der Hauptstromverbraucher, des Ober- und Unterkolbens sowie des Hydraulikagaregates angeordnet sind und als Träger- und Leitungskörper für die vorzugsweise einzusetzenden Zwei-Wege-Einbauventile dienen.
Diese Konstruktionsausführung erlaubt eine drastische Reduzierung bislang notwendiger Hydraulikleitungen und damit verbundener Leckagen und ermöglicht bei abgestimmten öffnungs- und Schließcharakteristiken der Zweiwege-Einbauventile druckstossarme Schaltvorgänge.
Die Ansteuerung der Arbeitszyljnder für erforderliche Zusatzfunktionen erfolgt in der Regel über Wegeventile, die in Verbindung mit Drossel- und Druckbegrenzungsventilen in Höhenverkettung auf einer Ventiimehrfachunterplatte angeordnet sind.
Zur Erzeugung verfahrenstechnischer Hilfsbewegungen für
- Vorfederung über den OK
- Auflast bei abhebendem OK
- Masseverteilungen in der Matrize
werden Hilfszyljnder eingesetzt, die direkt im Ober- und Unterkolben der Presse integriert sind und separat angesteuert werden können.
Dieselben sind jedoch nicht vergleichbar mit einem krafterzeugenden unterteilten Unterstempelsystem zur geschwindigkeitsproportionalen Verdichtung unterschiedlicher Presslingshöhen. Hierzu werden entsprechend dimensionierte Hydraulikzylinder unter Einsatz von zugeordneten Traversen und Zugstangen hintereinander angeordnet und übertragen ihre Bewegung bei Gewährl eistung einer getrennten Ansteuerung auf ein zugeordnetes unterteiltes Werkzeugsystem (Bild 64)
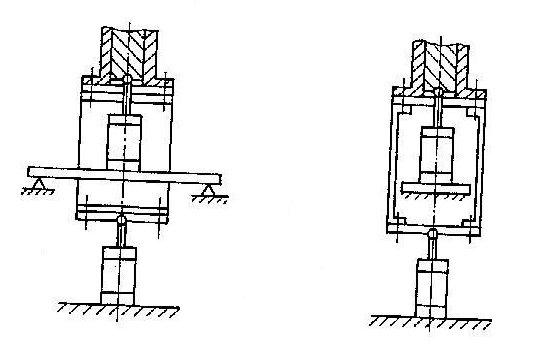
Die hierbei mit vertretbaren Aufwendungen erreichbaren gleichmäßigen Dichteverteilungen für Presslinge mit komplizierter Form lassen die hydraulische Presstechnik zur Verwirklichung dieser mehrfach unterteilten Stempelbewegungen besonders vorteilhaft erscheinen. Dies um so mehr, wenn integrierte Wegund Druckmesssysteme eine freiprogrammierbare Ansteuerung betreffender Ober- und Unterstempelsysteme zur Sicherung einer geschwindigkeitsproportionalen Verdichtung unterschiedlicher Füllhöhen gestatten.
Um die beim Arbeiten mit Mehrfachwerkzeugen infolge ungleichmäßiger Füllung u.U. auftretenden Querkräfte beherrschen zu können, werden an die Verwindungssteifigkeit des Pressengestells sowie an die Führungsgenauigkeit des Ober- und Unterstempelsystems hohe Anforderungen gestellt.
Unter Beachtung günstiger fertigungstechnischer Bedingungen haben sich bei Gewährleistung vorgenannter Erfordernisse vorgespannte 4-Säulen-Rundführungen für Presskräfte < 1500 kN als zweckmäßig erwiesen, die außerdem zur Führung des Pressenbärs verwendet werden können. Diese Konstruktion zeichnet sich außerdem durch einen großen Werkzeugeinbauraum mit allseitiger Zugänglichkeit aus.
Andererseits bietet eine geschlossene Rahmen-Schweiß-Ausführung bei Verwirklichung einer gut verrippten Kastenkonstruktion eine größere Steifigkeit gegen auftretende Torsionsspannungen bei höheren Belastungen, auch wenn hierbei die Zugänglichkeit zum Werkzeugeinbauraum im Vergleich zur 4-Säulen-Ausführung eingeschränkt ist.
Die Führung des Pressenbärs kann in diesem Fall entweder über nachsteilbare prismatische Leisten oder über Rundführungen mit schwimmend eingepassten Gleitlagern bzw. mit vorgespannten Kugelumlaufbuchsen vorgenommen werden.
Zusammenfassend ist festzustellen, dass große verfahrenstechnische Variabilitäten für größere Presskräfte einerseits und zunehmende Hubzahlen bei druckstossarmen Schaltvorgängen andererseits den hydraulischen Pressen eine gleichberechtigte Stellung neben den mechanischen sichern, zumal auch durch moderne Pumpensysteme der Geräuschpegel wesentlich gesenkt werden konnte.
5. Entwicklungstendenzen der Presstechnik
Die Art der Bewegungszuordnung des Unterstempel- und Matrizensystems zur Oberstempelbewegung bestimmt die presstechnische Verfahrensweise und damit die erreichbare Qualität des herzustellenden Presslings.
In der Darlegung der verfahrenstechnischen und konstruktiven Aspekte dieser Hauptbewegungen sollte ihr bestimmender Charakter für die Presstechnik in der Technischen Keramik aufgezeigt und gleichzeitig die Komplexität ihrer Zuordnungen zur Erreichung unterschiedlichster Verfahrenstechniken verdeutlicht werden.
Die Weiterentwicklung der Presstechnik wird auch in Zukunft entscheidend davon abhängen, wie die verfahrens- und erzeugnisabhängige Zuordnung jeweiliger Hauptbewegungen im geschwindigkeitsproportionalen Verhältnis zueinander verwirklicht werden kann. Mit dem Ziel der Erreichung verbesserter Presslingsqualitäten im engeren Maß-, Form- und Gewichtstoleranzbereich führt diese Entwicklung zwangsläufig zu einer größeren stempelseitigen Unterteilung bei direkter maschinenseitiger Ansteuerung. Der Erhöhung des werkzeugseitigen Aufwandes sind dabei Grenzen gesetzt, um dem Anwender die Fertigung einer sehr großen Zahl unterschiedlichster Werkzeuge noch im ökonomischen Verhältnis zu ermöglichen.
Schlußfolgernd leitet sich daraus ab, dass in Erfüllung technischer Anforderungen der Kompliziertheitsgrad der Pressen schneller steigen wird als der der Werkzeuge.
Die in Zukunft wesentlich vergrößerten Möglichkeiten einer hochauf lösenden Messtechnik und einer mit hoherGeschwindigkeit arbeitenden Rechentechnik haben auf diesen Entwicklungsprozess einen entscheidenden Einfluss.
5.1 Trockenpresstechnik gleitfähiger Massen
Wenn auch nicht schwerpunktmäßig Gegenstand der Untersuchung dieser Arbeit, so wird doch die Qualität des trockengepressten Endproduktes nahezu im gleichen Verhältnis zu den möglichen Maschinenbewegungen bestimmt durch die Art und die Eigenschaften der zu verpressenden Masse und ihrer Fähigkeit, das Matrizenhohl, auch bei komplizierter Formgestaltung, gleichmäßig auszufüllen.
Der Erzielbarkeit erzeunnisspezifischer optimaler Masseparameter im Zusammenwirken mit Füllsystemen, die eine sehr hohe Gleichmäßigkeit in der Matrizenhohlaufschüttung sichern, muss zukünftig verstärkt für den Erhalt hochgenauer Presslinge Bedeutung beigemessen werden. Eine geschwindigkeitsproportionale Verdichtung unterschiedlicher Presslingshöhen führt letztlich nur zum Erfolg, wenn die Schüttdichte in allen Bereichen des Matrizenhohls gleich ist. Eine erzeugnisabhängige hubzahlseitige Begrenzung ist ursächlich auf diesen Zusammenhang zurückzuführen.
Deshalb müssen in Zukunft die masse- und füllseitigen Forschungen mit gleicher Intensität betrieben, wie die maschinentechnischen Systeme unter dem Aspekt des Genauigkeitspressens verbessert werden.
Im Rahmen dieser Arbeit kann nur auf diesen zu beachtenden Sachverhalt hingewiesen und betont werden, dass nur in der Einheit von
Erzeugnisform, masseabhängigen Füll- und Pressbedingungen und verfahrenszugeordneten Pressbewegungen
- ein optimales Pressergebnis erzielt werden kann.
Der Schwerpunkt der pressenseitigen Weiterentwicklung liegt auf der einachsigen Presstechnik, wobei für die mechanischen Pressen dem Matrizenabzugsverfahren mit zugeordneter differenzierter Unterstempelansteuerung die größere Bedeutung beizumessen ist.
Im Gegensatz dazu werden sich die hydraulischen Pressen durch eine weitergehende verfahrenstechnische Variabilität und Flexibilität auszeichnen und auf der Grundlage freiprogrammierbarer Steuerungen mit hohen Positioniergenauigkeiten wahlweise für das Abzugs- oder Ausstossverfahren bei zuordenbarer Unter- und Oberstempelunterteilung einsetzbar sein.
Die Verwendung von mechanischen Rundtischpressen weist in der Technischen Keramik eine rückläufige Tendenz auf. Die hierbei durch Werkzeugwechsel und andere Stillstandszeiten entstehenden Produktionsausfälle sind im Vergleich zur einachsigen Presstechnik unvertretbar hoch, ganz abgesehen davon, dass das Pressprinzip mit hohen Werkzeugkosten infolge der unbedingten längenmäßigen übereinstimmung der eingesetzten Werkzeugsysteme verbunden ist.
Zur Sicherung notwendiger Presslings-Endgenauigkeiten wird sowohl bei der mechanischen als auch hydraulischen Trockenpresstechnik derzeit noch mit erzeugnis- und presszyklusbezogenen Sollwertvorgaben für die einzuhaltende Presskraft, die Presslingsrnasse und die Formlingshöhe gearbeitet, die für den jeweiligen Pressvorgang als fix anzusehen sind.
Während des Pressvorganges oder unmittelbar im Anschluss an den Pressablauf festgestellte Toleranzüber- oder-unterschrei tungen führen frühestens in Vorbereitung des nächsten Presszyklusses zu einer eventuellen Veränderung der Füllhöhe oder des Oberstempeleintritts.
Wahlweise können auftretende Toleranzüber- oder -unterschreitungen über mehrere Presszyklen auch erst beobachtet werden, bevor pressensteuerungsseitig Veränderungen im unbelasteten Zustand eingeleitet werden. Dies bedeutet dabei stets, dass eine bestimmte Mindestzahl von Presslingen nicht den gestellten Toleranzanforderungen gerecht wird.
Bei Verwendung hochwertiger Werkstoffe kann aber u. U. der durch Toleranzüber- oder -unterschreitung entstehende Ausschussanteil nicht vertretbar sein, so dass mit variabler, dem jeweiligen Füllzustand Rechnung tragender Sollwertvorgabe innerhalb des gerade ablaufenden Presszyklusses gearbeitet werden muss.
Diese Pressweise setzt auf der Basis einer hochauflösenden Messtechnik eine schnell reagierende Rechantechnik voraus, die in der Lage ist, einen bei ca. 20 % der Nennpresskraft festgestellten Istzustand unter Einbeziehung von Erfahrungswerten aus dem Sinterprozess so zu extrapolieren, dass mit einer veränderten Sollwertvorgabe für die Endpresskraft oder die Endpresslingshöhe eine Toleranzeinhaltung nach dem Brennprozess trotz veränderten Füllzustandes erreicht wird.
Für bestimmte Sonderfälle, für die der mit dieser Steuerung verbundene hohe mess- und rechentechnische Aufwand vertretbar ist, können zukünftig Füll- und Schüttdichteschwankungen durch teilezugeordnete Pressstellungs-Sollwertvorgaben innerhalb des laufenden Presszyklusses kompensiert werden, was allerdings bei mechanischen Pressen eine motorische Oberstempelverstellung im belasteten Zustand voraussetzt. Diesbezügl iche Untersuchungen im Bereich der Pulvermetallurgie mit hydraulischen Pressen im Eisenhüttenwerk Thale zeigten bereits gute Ergebnisse und erlauben Schlussfolgerungen auch für die mechanische Presstechnik für mittlere Hubzahlen </= 25 Hub/min.
Unabhängig von einer möglichen differenzierten Presslingshöhenanpassung in Abhängigkeit jeweiliger Füllzustände kommt aber der Sicherung einer querschnittezugeordneten geschwindigkeitsproportionalen Verdichtung die größere Bedeutung zu, weil damit unmittelbar die Gleichmäßigkeit in der Dichteverteilung beeinflußt wird.
5.1.1. Entwicklungsrichtungen der mechanischen Trockenpresstechnik
Die Weiterentwicklung der mechanischen Trockenpresstechnik wird entscheidend bestimmt durch neue wissenschaftlich-technische Erkenntnisse auf den Gebieten der Mess-, Rechen- und Regelungstechnik sowie durch die Verfügbarkeit von neuen hydraulischen und pneumatischen Systemen mit hoher Ansprech- und Positioniergenauigkeit und ihrer abhängigen Zuordnung zur mechanisch erzeugten Oberstempelbewegung.
Während spezifische Mess- und Regeltechnik die überwachung des gesamten Presszyklusses gestattet, kann über eine zeitlich differenzierte Ansteuerbarkeit von hydraulischen und pneumatischen Funktionsgruppen eine variable verfahrenstechnische Beeinflussung von Haupt und Hilfsabläufen erreicht werden.
Durch den zunehmenden Ersatz von mechanisch fest programmierten Kurvensätzen durch hydraulische oder pneumatische Funktionseinheiten mit elektrisch / elektronischer Ansteuerung wird eine Annäherung der mechanischen Presstechnik an die hydraulische erzielt, ohne dass die Vorteile der mechanischen Presstechnik von hoher Hubzahl bei großer Konstanz der Pressstellung dadurch geschmälert werden.
Die Verbesserung von mechanischen Pressautomaten nach bekannten Prinzipien bezieht sich insbesondere auf einen erweiterten Einsatz von Messelektronik für
- Kraftmessungen über den gesamten Presszyklus am Ober- und Unterstempelsystem und an der Matrize. Die dazu benötigten Vergleichsnormalien werden zur Ausschaltung von Reibungs-Nebeneinflüssen möglichst in der Nähe der Kraftentstehung angeordnet und die dabei festgestellten Verformungen sind ein Maß für die auftretenden Presskräfte.
- Weg- und Winkelmessungen mit hoher Auflösung als Absolutwertangabe, bezogen auf das Hauptbewegungssystem der Presse. Dieses Erfassungssystem ist sowohl für eine zeitliche Zuordnung gemessener Kräfte, als auch für eine zeitlich differenzierte Ansteuerung von hydraulisch/pneumatischen Haupt- und Hilfsbewegungen unerlässlich.
- Längenmessungen am gepressten Formling unmittelbar nach dem Ausheben aus der Matrize.
- Erfassung der Masse des gepressten Formlings bei automatisierter Umsetzung des Presslings von der Matrize auf eine elektronische Waage.
Die komplexe Oualitätsbeurteilung zeitlich zuordenbarer Messwerte im Vergleich zu vorgegebenen Toleranzgrenzen wird in der rechnernestützten Auswertung durch ein Presscontrollersystem vorgenommen, welches gleichzeitig die sich daraus ableitenden maschinentechnischen Veränderungen steuerungsseitig einleitet.
Die Regeigrößen beziehen sich dabei auf die Veränderung der Füllhöhe und eine Anpassung des Oberstempeleintritts und setzen das Vorhandensein automatisierbarer Verstellsysteme voraus.
Zunehmend werden mechanisch-kinematische Wirkprinzipien kombiniert mit hydraulischen und pneumatischen Funktionseinheiten. Letztere beziehen sich sowohl auf Hilfsbewegungen als auch auf presstechnische Hauptbewegungen des Matrizen- und Unterstempelsystem.
Hydraulische oder pneumatische Hilfsbewegungen
In der zeitlichen differenzierten Zuordnung zur Oberstempelbewegung als Grundgröße werden hydraulische oder pneumatische Systeme eingesetzt für
- die Oberstempelvorfederung
- das Niederhaltesystem bei Einsatz unterteiler Oberstempel
- Hilfs-Ober- und Unterstempel zur Erreichung verbesserter Füllbedingungen
- Füllerbewegungen, einbezogen evtl. Rüttelvorgänge
Die Pneumatik mit hydraulischer Dämpfung im geschlossenen System wird vorzugsweise dann verwendet, wenn die erforderlichen Kräfte relativ gering sind und ein zusätzliches hydraulisches Antriebsaqgregat vermieden werden soll. Der Einsatz von hydraulischen oder pneumatischen Funktionseinheiten für o. g. Anwendungen führt oftmals zu konstruktiven Vereinfachungen und sichert eine große zeitliche Variabilität bei optimaler Funktionsanpassung.
Hydraulische Hauptbewegungen
Unter Einbeziehung der Proportionalventiltechnik werden mit hydraulischen Funktionseinheiten sowohl zwangsläufig gesteuerte Matrizen- als auch Unterstempelbewegungen verwirklicht, die in einem gewollten Verhältnis zur mechanisch erzeugten Oberstempelbewegung stehen.
Vorzugsweise wird, wie bei Pressen der Firma Tamagawa/Japan verwirklicht, eine ablaufseitige Steuerung des ölstromes realisiert, d. h. daß die Kraftwirkung auf die Matrize oder auf einen unterteilten Unterstempel über den mechanisch bewegten Oberstemmpel und damit über das verdichtete Pulver eingeleitet wird.
Die presstechnischen Hauptbewegungen beziehen sich auf eine gesteuerte Abwärtsbewegung der Matrize von der Füllstellung in die Pressstellung bei hydraulischer Gegenhalterung in Pressstellung und auf die gesteuerte Abwärtsbewegung eines oder mehrerer unterteilter Unterstempelsysteme im geschwindigkeitsproportionalen Verhältnis zur Oberstempelbewegung bis in Pressstellung.
Letzteres ist prinzipiell auch vergleichbar mit der übertragung des Mehrplatten-Adaptersystem (21) auf mechanische Pressautomaten. Die Anzahl der geregelten Stempelebenen ist dabei abhängig vom Pressentyp, der Größe des Werkzeugeinbauraumes und der Erzeugnisgeometrie.
Notwendige hydraulische Hilfsbewegungen zum Freilegen des Presslings und zum Wiedereinfahren der Füllstellung sind in dem Gesamtbewegungszyklus des Pressablaufes integriert.
Die Möglichkeit der hydraulischen Ansteuerbarkeit des Matrizensystems nach dem Abzugsverfahren an einem mechanisch - hydraulichen Pressautomaten der Firma Sondermaschinenbau Engelsdorf für Presskräfte bis 200 kN bietet den Vorteil, dass der freiwerdende Unterstempel mechanisch so angesteuert werden kann, daß eine geschwindigkeitsproportionale Abwärtsbewegung eines unterteilten Unterstempelsystems bis in Pressstellung erzielt wird. (vergl. dazu Pkt. 1.3.1.)
Der Einsatz von elektronisch ansteuerbaren Proportionalventilen mit wählbaren Kennlinienverläufen wird nach Bild 65 zukünftig auch solche Systeme verbessern, bei denen die Bewegung unterteilter Unterstempel über verstellbare Stössel stangen von der Oberstempelbewegung mechanisch abgeleitet wird und dabei zwischengeschaltete hydraul ische Ausgleichszylinder eingesetzt werden.
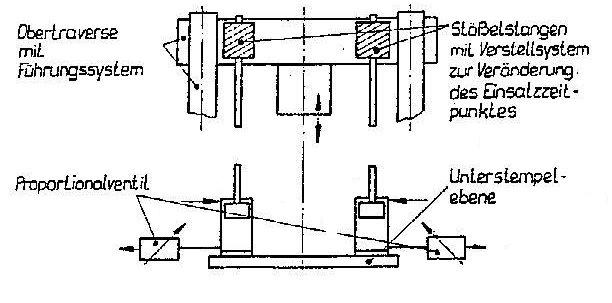
Diese Ausgleichszylinder können ablaufsseitig über entsprechende Proportionalventile so angesteuert werden, dass sich in Näherung geschwindigkeitsproportionale Verhältnisse des jeweiligen Unterstempelsystems zur Oberstempelbewegung einstellen.
Die Weiterentwicklung der mechanischen einachsigen Presstechnik unter dem besonderen Aspekt des Genauigkeitspressens bezieht sich im Wesentlichen auf vergrößerte maschinenseitige Ansteuermöglichkeiten für unterteilte Unterstempelsysteme und sie wird die zur Verfügung stehenden Mess- und Regelsysteme, einschließlich hochgenauer hydraulischer und pneumatischer Gerätekomplexe, für eine erhöhte erzeugnis- und verfahrensabhängige Flexibilität nutzen.
Der Schwerpunkt liegt dabei eindeutig auf der Verwirklichung des Matrizenabzugsverfahrens, weil damit sich rnaschinentechnische Vereinfachungen dadurch ergeben, daß die Matrizenbewegung bis in Pressstellung von der Oberstempelbewegung abgeleitet werden kann und die dabei entstehende indirekte Unterpressung für das in der Technischen Keramik anstehende Artikelsortiment zusammen mit der wirkenden Oberpressung eine den qualitativen Anforderungen genügende gleichmäßige Dichteverteilung gewährleistet.
Für die Erzeugung der Oberstempelbewegung werden im Presskraftbereich bis 1000 kN zunehmend Exzenterantriebe zur Anwendung kommen, weil diese gegenüber dem Kniehebelantrieb fertigungstechnische Vorteile bieten, auch wenn bestimmte konstruktive und presstechnische Nachteile damit verbunden sind. Letztere können aber teilweise dadurch kompensiert werden, dass antri ebssei tig eine dem optimalen Presskraftverlauf angepasste Drehzahlregelung durchgeführt wird, was allerdings den Einsatz von Hydromotoren oder frequenz gesteuerten Asynchronmotoren mit hoher Ansprechempfindlichkeit und geringer Regelabweichung voraussetzt.
Nach wie vor wird aber auch das Ausstossverfahren mit mechanischen Kurvenpressen seine Bedeutung für bestimmte Einzelanwendungen behalten. Besonders bei sehr hohern Stückzahlen gleichartiger Teile sind optimierte Kurvenverläufe, die den spezifischen presstechnischen Anforderungen Jeweiliger Erzeugnisse gerecht werden, mit Vorteilen verbunden. Im Presskraftbereich bis 200 kN bietet zum anderen das Kurvenprinzip gute konstruktive Voraussetzungen zur Verwirklichung unterteilter Unterstempelsysteme, die Bewegungen im geschwindigkeitsproportionalen Verhältnis zur Oberstempelbewegung sichern.
5.1.2. Entwicklungswege der hydraulischen Trockenpresstechnik
Während sich die mechanische Trockenpresstechnik durch stärkere Einbeziehung hydraul ischer Funktionsgruppen der hydraulischen Presstechnik nähert, gleicht sich letztere bei Wahrung einer hohen verfahrenstechnischen Flexibilität besonders dadurch der mechanischen Presstechnik an, dass in Zukunft durch Einsatz moderner Hydraulik- und Hydrologiksysteme höhere Hubzahlen und größere Positioniergenauigkeiten in der freien Ansteuerbarkeit ohne mechanische Festanschläge verwirklichbar sind. Bei vertretbaren elektrischen Antriebsleistungen können durchaus Hubzahlen bis 15 Hub/min erreicht und dabei Positioniergenauigkeiten</= 0,1 mm gesichert werden. Im mittleren Hubzahlbereich dagegen sind der freien Ansteuerbarkeit im Presskraftbereich bis 2000 kN reproduzierbare Genauigkeiten für die Press- und Füllstellung jeweiliger Stempelsysteme im Bereich </= 0,03 mm erzielbar. Neben der Verfügbarkeit hochempfindlicher Proportionalventiltechnik in der unmittelbaren zylinderbezogenen Anordnung setzt dies jedoch eine hochauflösende Mess- und eine schnelle arbeitende Rechentechnik voraus.
Vorgenannte Maximalwerte werden nicht für alle hydraulischen Pressen die technischen Zielparameter darstellen, sondern vielmehr wird der wissenschaftlich-technische Stand vom zu pressenden Artikelsortiment abhängig sein und eine den qualitativen Anforderungen angepasste technische Ausrüstung wird zunehmend die Gesamtökonomie des eingesetzten Maschinensystems beeinflussen.
Die in der Vergangenheit übliche wahlweise weg- oder druckabhängige Betriebsweise eines hydraulischen Pressensystems wird infolge der erweiterten Möglichkeiten der Rechen- und Steuertechnik verstärkt ersetzt werden durch eine komplexe Bewertung stempelzugeordneter Weg-, Kraft- und Massegrößen.
Für großflächige Presslinge mit großer Füllhöhe gewinnt die gleichmäßige und gleichzeitige 2-Seiten-Verdichtung nach dem Ausstossverfahren an Bedeutung, wobei höhere Hubzahlanforderungen u. U. den Einsatz von getrennt ansteuerbaren Hochdruckpumpensystemen für das Ober- und Unterstempelsystem erfordern.
Eine flexible Fahrweise hydraulischer Pressen nach dem Ausstoss- oder Abzugsverfahren wird durch ein gleiches Kolben-Flächen-Verhältnis des oberen und unteren Hauptzylinders unterstützt, und bei einem wechselnden Teilesortiment rechtfertigt die dadurch erreichbare hohe verfahrenstechnische Variabilität den damit verbundenen höheren technischen Aufwand.
Für Presslingshöhen </= 50 mm und einem Durchmesser-Längen-Verhältnis von in Näherung 1 : 1 kann jedoch bei Gewährleistung ausreichend guter qualitativer Ergebnisse der maschinentechnische Aufwand wesentlich dadurch verringert werden, dass bei einer spezifischen Auslegung nach dem Abzugsverfahren das Unterstempelsystem infolge des geringeren Kraftbedarfes wesentlich kleiner dimensioniert werden kann.
Zur Herstellung komplizierter Presslingsformen mit mehrfacher Querschnittsunterteilung bieten hydraulische Systeme konstruktive Vorteile bei der Gestaltung getrennt ansteuerbarer Stempelsysteme und eine achsbezogene freiprogrammierbare Ansteuerung eines zumindest zweifach unterteilten Unterstempelsystems wird zukünftig zur Erreichung gleichmäßigerer Dichteverteilungen unerlässlich sein.
Ist für komplizierte Presslingsformen mit sehr hohen Anforderungen an eine gleichmäßige Dichteverteilung eine weitergehende Unterteilung des Unterstempelsystems erforderlich, bietet das Mehrplatten-Adaptersystem mit maximal 4 geregelten Achsen auch zukünftig in der Verbindung mit hydraulischen Pressen Vorteile.
Dabei wird es zukünftig unter Einbeziehung moderner Bildschirmtechnik und bei Anwendung von CAD-Systemen noch in der Konstruktionsphase möglich werden, die Wirkungsweise unterteilter Stempeisysteme zu simulieren. [46]
Verbunden ist damit eine Optimierung der Werkzeugkonstruktion in übereinstimmung mit den gegebenen maschinen- und adapterseitigen Bewegungszuständen und eine sich daraus ableitende Verkürzung von Einricht- und Umrüstzeiten mit nachfolgender elektronischer Speicherung von Einstellparametern unmittelbar am Werkzeug.
Trotz der angestrebten Leistungssteigerung hydraulischer Pressen durch höhere Hubzahlen, ist der dafür benötigte elektrische Leistungsanteil zu minimieren. Mit dem Einsatz regelbarer Pumpensysteme für mittlere Hubzahlen können presszyklusabhängig die erforderlichen ölströme den jeweils verlangten Geschwindigkeiten angepasst werden und gleichzeitig senkt sich damit der mittlere Leistungsbedarf.
Für die Erreichung höherer Hubzahlen sind jedoch leistungsstarke Konstantförderpumpen unumgänglich.
Die zunehmend verbesserten maschinentechnischen Möglichkeiten unter den besonderen Aspekten
- eines vergrößerten Hubzahlbereiches
- einer erhöhten achsbezogenen Positioniergenauigkeit in der freiprogrammierbaren Ansteuerung
- einer umfangreichen Programmvorwahl bei wechselnden verf ahrenstechnischen Anforderungen
- einer differenzierten Ansteuerbarkeit unterteilter Stempelsysteme
- des komplexen Einsatzes moderner Mess- und Regelungstechnik
verbreitern die Anwendungsmöglichkeiten der hydraulischen Trockenpresstechnik in der Zukunft erheblich, wodurch ihre Bedeutung für die einachsige Presstechnik perspektivisch auch zunehmen wird. Die Orientierung erfolgt dabei vorrangig auf Presskräfte > 630 kN und auf großflächige komplizierte Presslingsformen mit Füllhöhen > 40 mm.
Trotz der vielen maschinen- und verfahrenstechnischen Vorteile der hydraulischen Presstechnik wird dieselbe in Zukunft nicht die mechanische Trockenpresstechnik ersetzen, sondern sie verkörpert einen spezifischen Bereich der Presstechnik, der bei Gewährleistung einer hohen verfahrenstechnischen Flexibilität häufig wechselnden Erzeugnisanforderungen mit zunehmender Produktivität und erhöhten Qualitätsgarantien gerecht wird.
5.2. Nasspresstechnik fließfähiger Massen
Obwohl der Trend zur verstärkten Hinwendung zur Trockenpresstechnik eindeutig ist, wird die Nasspresstechnik krümliger Massen nach wie vor ihre Bedeutung behalten. Besonders für Presslinge mit stark steigenden Werkzeugpartien im Oberstempelbereich oder größeren Hinterschneidungen und Gewinden wird die Nasspresstechnik nicht durch die Trockenpresstechnik zu ersetzen sein.
Die in Zukunft größeren maschinentechnischen Möglichkeiten der hydraulischen Presstechnik unter dem besonderen Aspekt der Erreichung höherer Hubzahlen führen allerdings dazu, dass dieses System für Presskräfte > 200 kN bevorzugt zur Anwendung kommen wird.
Die spezifischen Pressabläufe lassen sich hierbei ohne größere Aufwendungen den erzeugnisabhängigen Anforderungen anpassen, so dass damit eine hohe produktive Flexibilität trotz steigender Toleranzanforderungen erreicht wird. Der Schwerpunkt liegt dabei auf der verfahrenszugeordneten hydraulischen Oberstempelbewegung, die mit Hilfe der Proportionalventiltechnik in ihren Geschwindigkeits- und Zeitvariabilitäten problemlos wechselnden Erzeuzgnisanforderungen entsprechen kann.
Infolge der Flieffähigkeit der Pressmasse und ihrem Vermögen, sich unter Krafteinwirkung in Näherung wie eine Flüssigkeit zu verhalten, sind füllhöhenzugeordnete Geschwindigkeitsproportionen jeweilig unterteilter Stempelsysteme hierbei nicht von Bedeutung.
Ungeachtet dessen sind große presstechnische Erfahrungen notwendig, um ein Presswerkzeug in seinem konstruktiven Aufbau und seinem zeitlichen Bewegungsablauf bei Erreichung einer hohen Presslingsqualität zu optimieren.
Die mechanische Kurvenpresstechnik für Presskräfte < 200 kN wird sich unter dem Gesichtspunkt der zunehmenden Einbeziehung der Elektronik besonders auf den Gebieten
- der Kraftmessung und
- der Absolutstellungserfassung mit steuerungsseitiger Beeinflußbarkeit
weiterentwickeln.
Die flexiblen Zuordnungen erforderlicher Hilfsfunktionen wie Seitenschieber-, Ausdreh-, Putz- und Umsetzbewegungen zur Oberstempelbewegung werden in Zukunft die erzeugnisbezogene Anwendung von mechanischen Pressen bestimmen und die vorzugsweise dafür einzusetzenden pneumatischen Funktionsgruppen mit hydraulischer Dämpfung werden in ihrer elektronisch-freiprogrammierbaren Ansteuerung wesentlich den Automatisierungsgrad mechanischer Nasspressen beeinflussen.
6. Zusammenfassung
Aufbauend auf verfahrens- und erzeugnisspezifischen sowie konstruktiven Grundlagen wurden in der vorliegenden Arbeit komplexe Zusammenhänge zwischen der keramischen Presstechnologie und den maschinenbauseitigen Konstruktionsprinzipien aufgezeigt, deren Kenntnis sowohl für den Presstechnologen als auch für den Pressenkonstrukteur eine notwendige Voraussetzung zur Erfüllung arbeitsgebietsbezogener Pflichten darstellt.
In der Erörterung verfahrenstechnischer Besonderheiten zur einachsigen Trocken- und Nasspresstechnik wurden wesentliche Unterschiede des Matrizenabzugs- oder Ausstossverfahrens behandelt und erzeugnisabhängig damit verbundene Notwendigkeiten zur Erreichung hoher Presslingsquaiitäten diskutiert. Schwerpunkt bildete dabei die Sicherung einer möglichst geschwindigkeitsproportionalen Verdichtung durch jeweilig unterteilte Stempel- und Matrizensysteme.
Es wurden zum anderen komplexe Auswahlkriterien erarbeitet, die für den Presstechnologen und den Konstrukteur gleichermaßen wichtig sind, um zum einen jeweilige Verfahren und Pressen für spezifische Erzeugnisanforderungen auszuwählen und zum anderen optimale Konstruktionsprinzipien in Erfüllung verfahrenstechnischer Anforderungen zu finden.
Die einachsige Presstechnik im Trocken- und Nasspressverfahren wird im wesentlichen bestimmt durch vorhandene Abhängigkeiten der presstechnischen Hauptbewegungen des Oberstempel-, Unterstempel- und Matrizensystems, die demzufolge auch für die vorliegende Arbeit vorrangig zu untersuchen waren. Auf detaillierte Darlegungen von zur Presstechnik noch gehörenden Hilfsfunktionen wurde deshalb verzichtet.
Die aufgezeigten Konstruktionsprinzipien mechanischer und hydraulischer Pressen in Verwirklichung der presstechnischen Hauptbewegungen bieten in der Gegenüberstellung ihrer Vor- und Nachteile nicht nur für den Pressenkonstrukteur die Grundlage für die Auswahl von Verwirklichungsprinzipien, sondern unter Beachtung des engen wechselseitigen Zusammenhanges zwischen Presswerkzeug und Presse auch für den Werkzeugkonstrukteur einen verfahrens- und pressenspezifischen Bezug.
Unter dem besonderen Aspekt des Genauigkeitspressens ohne schleiftechnische Nachbearbeitung gewinnen dabei zunehmend mehrfach unterteilte Stempelsysteme an Bedeutung, die zweckmäßigerweise direkt durch die Presse bei Gewährleistung proportional er Füll- und Geschwindigkeitsverhältnisse anzusteuern sind. Konstruktive Varianten dazu wurden im Rahmen dieser Arbeit untersetzt.
In Auswertung eigener Forschungsarbeiten auf dem Gebiet der Entwicklung von Trocken- und Nasspressen für die Technische Keramik ist es das Anliegen dieser Abhandlung, die engen wechselseitigen Beziehungen zwischen
- Erzeugnis - Verfahren - Presse/Werkzeug
so aufzuzeigen, dass notwendige Weiterentwicklungen sich logisch davon ableiten.
Letztere werden sich unter Einbeziehung moderner Verfahren der Mess- und Regelelektronik insbesondere auf maschinen- und werkzeugseitige Möglichkeiten der Qualitätssicherung für den sich in der Pressphase befindlichen Artikel konzentrieren.
Entwicklungstrends, die in der Trockenpresstechnik vorrangige Bedeutung für die �High-Tech�-Keramik haben und mit hoher Vergleichbarkeit auch auf den Bereich der Pulvermetallurgie übertragen werden. können, beweisen schlussfolgernd die zunehmende Bedeutung der einachsigen Presstechnik keramischer Massen zur Herstellung komplizierter Formlinge mit hohen Qualitätsparametern und hoher Produktivität für unterschiedlichste Anwendungsgebiete.
Literaturverzeichnis
( 1 ) Krause, Berger, Nehlert, Wiegmann Technologie der Keramik Bd. 1 �Verfahren---Rohstoffe-Erzeugni sse� Verlag für Bauwesen Berlin 1981
( 2 ) Krause, Berger, Schulle, Plaul Technologie der Keramik Bd 2 �Mechanische Prozesse� Verlag für Bauwesen Berlin 1982
( 3 ) Hülsenberg, Krüger, Röthig, Ferriere �Maschinelle Formgebung von Keramik� Deutscher Verlag für Grundstoffindustrie Leipz= 1980
( 4 ) B. Frisch, W.R.Thiele und M. Peter �Zum Einfluss von Zwischenschichten auf Pressverdichtung und Scherbeneiqenschaften feinkeramischer Massen� Ber. Dtsch. Keram. Gesellschaft 54 (1977) 7, S. 224-229 u. 8, S. 259-263
( 5 ) R. Grätz Trockenpressen keramischer Massen mit Presshilfsmitteln Sprechsaal 102 (1569) 18, S. 764-787 u 22, S. 990-998
( 6 ) C. Ballhausen Beitrag zur Theorie und Praxis des Pressens pulverförmiger Stoffe Arch. Eisenhüttenwesen 22 (1951) 5, S. 185-196
( 7 ) H. Unckel Vorgänge beim Pressen von Metallpulvern Archiv für Eisenhüttenwesen 16 (1944/45) S. 125/130
( 8 ) H. Silbereisen Verdichtung von Metallpulver Werkstattstechnik und Maschinenbau 40 (1959) S. 203-208
( 9 ) B. Bouchner �Der Einfluß von fester, flüssiger und Gasphase beim Pressen keramischer Massen� Sprechsaal 108 (1975) 17/18, S. 506-512
( 10 ) M. Henke, U. Klemm, D. Sobek / Zentralinstitut für Kernforschung Rossendorf �Bestimmung spezifischer Parameter von trockengepressten Keramikpulvern� Vortrag anläßlich des 8. Internationalen Kongresses des chemischen Ingenieurwesens, der chemischen Ausrüstung, Entwicklung und Automatisierung - Praq/CSSR, 3.-7.9.84
( 11 ) Th. Haase und E. Schlegel �über die elastische Rückwirkung beim Trockenpressen� Silikattechnik 14 (1965) 2, S. 44-47
( 12 ) F.A. Orlicek Dechema Monographien, Bd. 26 , S. 199-218 Verlag Chemie Weinheim
( 13 ) Wirtschaftspatent 97 326 des Sondermaschinenbau Engelsdorf �Verfahren zur Herstellung anisotroper Dauermagnete und Einrichtung zur Durchführung des Verfahrens�
( 14 ) Wirtschaftspatent 145 897 des Sondermaschinenbau Engelsdorf �Verfahren und Vorrichtung zur Herstellung anisotrop mnagnetisierter Formkörper�
( 15 ) E. Fischer �Formgebung von Ferritmagneten� Dissertationsschrift 1987 an der Universität Veszprem/ Fakultät für Silikate
( 16 ) A. Welter Das Verpressen staubförmiger bis körniger besonders feuerfester Massen unter Beachtung der Pressrnethode Sprechsaal 100 (1967) 21
( 17 ) E. Fischer �Optimierung der Formgebung für pulvergepresste Erzeugni sse� Sonderdruck aus Keramische Zeitschrift 40 (1988) S. 87-89 und S. 165-168
( 18 ) Wirtschaftspatent 128 841 des Sondermaschinenbau Engelsdorf �Verfahren und Vorrichtung zum Trockenpressen von pulverförmigen Werkstoffen�
( 19 ) W. Schatt �Pulvermetallurgie, Sinter- und Verbundwerkstoffe� Deutscher Verlag für Grundstoffindustrie Leipzig 1985; S. 264-265
( 20 ) F. Winterberg �Die Presstechnik in der Pulvermetallurgie� Sonderdruck aus der Zeitschrift �Das Industrieblatt�, Stuttgart, 62. Jahrgang 1962
( 21 ) Patentschrift EP 007 897 A2 �Presse zur Herstellung maßhaltiger Presslinge aus pulverförmigem Material� Dorst-Maschinen- und Anlagenbau Kochel am See Anmeldetag: 18.08.1982
( 22 ) Aus1egeschrift 1 282 869 �Vorrichtung zum Pressen von Werkstücken aus Metallpulver� Ing. C. Olivetti u. Co. / Ivrea - Italien Anmeldetag: 25.04. 1960
( 23 ) Wirtschaftspatent 116 572 des Sondermaschinenbau Engelsdorf �Verfahren zum Trockenpressen von pulverförmigen Werkstoffen und Drehtischpresse zur Durchführung des Verfahrens�
( 24 ) Wirtschaftspatent 130 774 des Sondermaschinenbau Engelsdorf �Verfahren zur Herstellung von zweiseitig profilierten Forml ingen�
( 25 ) Getriebetechnik-Lehrbuch Herausgegeben von Prof. Dr.-Ing. habil. Volmer Karl-Marx-Stadt - Verlag Technik Berlin 1976
( 26 ) Obst/Heydt Konstruktion und Fertigung von Kurvenmechanismen Verlag Technik Berlin 1964
( 27 ) Volmer Getri ebetechni k/Kurvenqetri ebe Verlag Technik Berlin
( 28 ) E. Busch / J. Horak Schub kurbel getriebe Fachbuchverlag Leipzig, Bd. V - 1970
( 29 ) H. Mäkelt �Die mechanischen Pressen� Carl Hauser Verlag München 1961
( 30 ) S. Müller Einfluß der Reibung im Schubkurbeitrieb auf die Größe des Kurbeldrehmomentes Maschinenbautechnik 14 (1965) Heft 2 S. 83-87
( 31 ) H. Püschmann Auslegung des Schwungradantriebes umformender und schneidender Werkzeugmaschinen mit Schubkurbelgetri ebe Maschinenbautechnik 13 (1964) Heft 5
( 32 ) H. Lindner Berechnung von Schwungradantrieben an Umformmaschinen Werkstatt und Betrieb, 89 Jahrgang, 12/1956 Heft 12
( 33 ) K. Kriese Beitrag zur Analyse von Pressenantrieben Dissertation 1978, TH Karl-Marx-Stadt, Sektion Maschi nenbauel emente
( 34 ) TGL 25462 Bl. 1 Motor-Schwungrad-Antri ebe; Numerische Berechnung
( 35 ) Martin Schulze Untersuchung an Kniehebeln Dissertation an der TH Karl-Marx-Stadt 1967
( 36 ) A.T. Gasarow Kurbelgetriebe für Umformmaschinen Maschgis 1958, Moskau
( 37 ) S. Müller Berechnung des Kniehebelantriebes an Kniehebeipressen Maschinenbautechnik 15 (1966) Heft 8, S. 411
( 38 ) Rechnerprogramrn Raekopp für sechsgliedrige Koppegetriebe TU Karl-Marx-Stadt / Institut für Getriebetechnik
( 39 ) Patentschrift DT-OS 2 424 803 des deutschen Patentamtes der Firma Netzsch/BRD
( 40 ) D. Melzer Isostatisches Pressen keramischer Pulverkörnungen Freiberger Forschungshefte - Leipzig A 626 (1980)
( 41 ) Auslegeschrift 2 424 802 des deutschen Patentamtes der Firma Netzsch/BRD
( 42 ) Auslegeschrift 2 048 856 des deutschen Patentamtes der Firma Tamagawa Kikai Kinzoku K.K. Tokio
( 43 ) Auslegeschrift 1 627 939 des deutschen Patentamtes der Fa. Mannesmann-Meer AG/BRD
[44] Wirtschaftspatent 138 047 des Sonderinaschinenbau Engeisdorf
( 45 ) AusIegeschrift 1 088 811 des deutschen Patentamtes der Firma KoHaGe Gellner u. Co. Maschinenfabrik KG /BRD
( 46 ) R.Schoemann Fortschritte von Elektronik und Hydraulik bei der Sinterteile-Ferti gung Handelsbiatt 11/87, Nr. 212, Seite B 13
Bildverzeichnis
Bild 1. Prinzipieller Bewegungsablauf zu möglichen Nasspress-Verfahrensweisen
Bild 2 Verdichtungsverlauf nach dem Trockenpressverfahren
Bild 3 Verdichtung bei einseitiger Kraftwirkung
Bild 4 Dichteabfall bei zweiseitiger Verdichtung
Bild 5 Verdichtung bei doppelseitiger Kraftwirkung
Bild 6 Werkzeugaufbau bei einseitiger Druckfiltration
Bild 7 Pressverlauf bei der Druckfiltration
Bild 8 Nasspresswerkzeug nach dem Ausstossverfahren
Bild 9 Nasspresswerkzeug nach dem Mlatrizenabzugsverfahren
Bild 10 Zwangssteuerung der Matrize zur Erzielung einer gleichzeitig wirkenden Zwei-Seiten-Verdichtung
Bild 11 Verdichtung durch reine Oberpressung nach dem Ausstossverfahren
Bild 12 Nacheinanderwirkende Ober- und Unterpressung nach dem Matrizenabzugsverfahren
Bild 13 Entstehen von Masseverschiebungen
Bild 14 Mehrebenenadapter
Bild 15 Pressvorgang mit geteilter Matrize
Bild 16 Werkzeugstempelbezogene Masseabsenkung
Bild 17 Massesteigbewegungen im geschlossenen Matrizensystem durch Unterstempelbewegung
Bild 18 Massesteigbewegungen im geschlossenen Matrizensystem durch Wirken eines pneumatischen Impulses
Bild 19 Erzeugnistyp I
Bild 20 Gleichmäßige Ober- und Unterpressung der Querschnittszone 1
Bild 21 Gleichmäßige Ober- und Unterpressung der Querschnittszone 2
Bild 22 Erzeugnistyp II
Bild 23 Geschwindigkeitsproportionale Pressweise für Erzeugnistyp II bei wirkender Oberpressung
Bild 24 Erzeugnistyp III und IV
Bild 25 Proportionale Verdichtung mit 3 differenziert ansteuerbaren Unterstempeln
Bild 26 Varianten einer differenzierten Unterstempelfestsetzung
Bild 27 Variation der Höhenverhältnisse des Erzeugnistypes IV
Bild 28 Erzeugnistyp V
Bild 29 Matrizenabzugsverfahren mit konisch ausgearbeiteter Matrize für Erzeugnistyp V
Bild 30 Pressvarianten für Erzeugnistyp V mit unterteiltem Werkzeugsystem
Bild 31 Bewegungsdiagramm einer Scheibenkurve mit symmetrischen An- und Abstieg
Bild 32 übertragungswinkel am System Scheibenkurve mit Kipphebel
Bild 33 Kurven-Oberantrieb
Bild 34 Kurven-Unterantrieb
Bild 35 Pressprinzip mittels Rundtischpresse
Bild 36 Mantelkurve zur Oberstempelführung an Rundtischpresse
Bild 37 Weg- und Kraftverlauf am Exzentergetriebe in Abhängigkeit vom Kurbeldrehwinkel
Bild 38 Kraftverhältnisse zur Momentenableitung am Exzentergetriebe
Bild 39 Funktionsverlauf des Hebelarmes der Stösselkraft am Exzenter
Bild 40 Exzenter-Unterantrieb in doppelt symmetrischer Anordnung
Bild 41 Oberstempelverstellung nach dem Prinzip Spindel und Spindelmutter
Bild 42 Oberstempelverstellung durch Verdrehung einer Exzenterbuchse
Bild 43 Kraftverlauf Kniehebel- und Schubkurbelgetriebe
Bild 44 Kurvendiagramm einer Exzenterpresse mit zugeordneten Scheibenkurven für den Matrizenabzug
Bild 45 Kurven-Oberantrieb für Ober- und Unterstempel
Bild 46 Mantelkurve zur Verwirklichung von Ausstoss- und Füllbewegung des Unterstempels
Bild 47 Kurven Ober- und Unterantrieb von zentraler Antriebswelle
Bild 48 Unterteiltes Unterstempelsystem bei getrennter Kurvenansteuerung
Bild 49 Einsatz höhenverstellbarer Anschläge in Form von Stelimuttern am bewegten Unterstempel
Bild 50 Schwenken des übertragungshebels gegen die Scheibenkurve
Bild 51 Bewegen der übertragungsrolle des übertragungshebels gegen die Scheibenkurve bei veränderlichem Abstandsradius
Bild 52 Axialverschiebung der Scheibenkurve bei konisch ausgebildeter übertragungsrolle
Bild 53 Kurvensegmente zur zeitlichen differenzierten Ansteuerung von Hilfsbewegungen
Bild 54 Kombination von Schubkurbel- und Kurvengetriebe zur Variation des Abzugsweges nach Konstruktionsprinzipien der Firma Dorst / BRD
Bild 55 Zwangslauf der Matrize zur Erzielung von Unterpressung
Bild 56 Einleitung der Matrizenbewegung über schwenkbare übertragungselemente
Bild 57 Keilprinzip zur Bewegungsübertragung vom Oberstempel zum Unterstempel- bzw. Matrizensystem
Bild 58 Kurvensteuerung für die Axialbewegung des übertragungskeiles zwischen Ober- und Unterstempelsystem
Bild 59 Geschwindigkeitsproportionale Zuordnung der Unterstempel- und Oberstempelbewegung über einen mit der Oberstempel bewegung verbundenen Schwenkhebel
Bild 60 Scheibenkurvenunterstützung der Matrize in Pressstellung
Bild 61 Kurvengesteuertes Matrizenunterstützungssystem
Bild 62 Prinzipdarstellung eines mechanischen Nasspressautomaten
Bild 63 Prinzipieller Pressablauf für das Abzugs- und Ausstossverfahren
Bild 64 Koaxiale Anordnung zweier Hydraulikzylinder zur differenzierten Anordnung eines unterteilten Unterstempel systems
Bild 65 Stösselübertragung auf Unterstempelsystem mit hydraulischen Ausgleichszylindern